A Small Assembly with a Big Job
An automotive trunk latch connector may look simple from the outside, but its function depends on several stamped metal components working together with consistent movement and reliable retention.
This project combines precision metal stamping, zinc plating, spring installation, riveting, manual assembly and functional inspection. The final connector is used within a trunk latch mechanism, where smooth engagement and stable motion matter more than appearance alone.
Material Selection for Strength, Wear and Corrosion Resistance
Different parts inside the connector serve different functions. The material selection is based on load, repeated movement, corrosion resistance and long-term assembly stability.
| Component | Material | Surface Finish | Reason for Selection |
|---|---|---|---|
| Main Stamped Latch Body | SAPH440 | Trivalent Zinc Plating | SAPH440 provides high strength and reliable stamping formability for automotive structural components. |
| Return Spring | Spring Steel | Corrosion Protection as Required | Provides strong elastic recovery and fatigue resistance, helping maintain stable return force during repeated tailgate opening and closing cycles. |
| Rivets / Pivot Rivets | Stainless Steel | Natural Stainless Finish | Offers reliable fastening strength, corrosion resistance and good wear performance for moving pivot locations and long-term operation. |
The Challenge: Multiple Parts, One Coordinated Motion
The assembly includes left and right stamped plates, a connecting bar, latch-related components, pivot pins, torsion springs and fastening hardware.
The challenge is not only producing each metal part within tolerance. The real difficulty is controlling the relationship between every moving component after assembly. A small deviation in a hole position, rivet setting or spring orientation can create excessive resistance, looseness, poor return action or inconsistent latch movement.
| Key Manufacturing Point | Main Risk | Our Control Method |
|---|---|---|
| Precision metal stamping | Hole position shift and profile variation | Tooling control and dimensional inspection |
| Zinc plating | Coating build-up affecting assembly fit | Process coordination before plating |
| Riveting assembly | Over-tight or loose pivot connection | Riveting parameter verification |
| Spring installation | Incorrect direction or unstable preload | Defined assembly sequence and visual check |
| Functional testing | Binding, weak return or abnormal movement | Manual motion and latch function inspection |
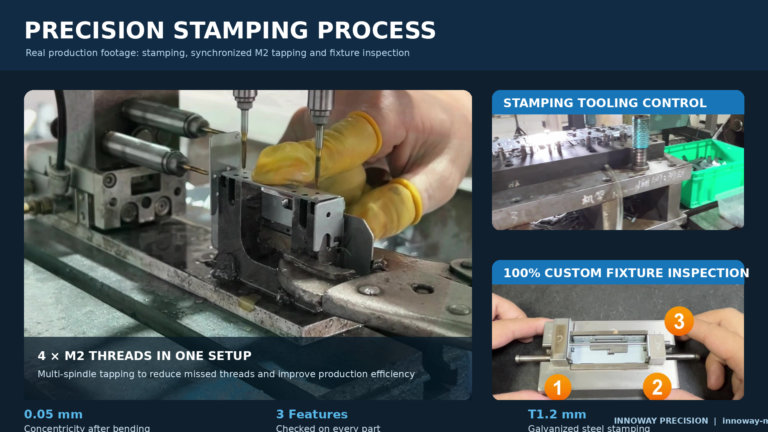
Stamping Accuracy Comes First
For this type of automotive latch connector, stamped parts are not simply flat brackets. The geometry controls the pivot location, spring position and movement path of the full mechanism.
We focus on key hole positions, formed features, edge quality and mating surfaces during the sheet metal stamping process. Stable dimensions at this stage reduce adjustment work during assembly and help keep the movement of the latch connector consistent from part to part.
Plating Must Protect Without Interfering
The components use environmentally compliant zinc plating to improve corrosion resistance and provide a clean, durable surface finish.
For moving metal assemblies, plating is not only a surface treatment issue. Coating thickness can influence hole fit, rivet engagement and the contact condition between assembled parts. Our production process considers these assembly interfaces before plating, helping avoid unnecessary interference after surface finishing.
Riveting Is a Functional Process, Not Just a Fastening Step
The riveted joints act as pivot points in the mechanism. They must be secure enough to maintain the structure, while still allowing the connected parts to move freely.
During riveting, we control the setting condition to avoid two common problems: excessive compression that causes binding, and insufficient setting that creates looseness. Each assembly is checked for movement quality before it moves to the next stage.
Assembly Sequence Makes the Difference
Spring-loaded latch assemblies are sensitive to assembly order. Installing the connecting bar, pivot components and torsion springs in the wrong sequence can make the process slower and create variation in the final motion.
We define a clear assembly procedure for each component, with attention to spring orientation, pivot engagement and latch movement. This supports repeatability for both sample builds and volume production.
Functional Testing Before Delivery
A connector can look correct and still fail in actual use. That is why functional testing is included after assembly.
The final check focuses on movement smoothness, return action, basic engagement condition and visible assembly quality. This helps identify issues such as abnormal friction, loose rivets, incorrect spring installation or restricted motion before shipment.
From Individual Parts to Complete Automotive Metal Assemblies
This project reflects more than metal stamping capability. It combines precision sheet metal fabrication, progressive die stamping, zinc plating, riveting, spring assembly, automotive hardware assembly and functional inspection in one coordinated process.
For customers developing trunk latch components, automotive brackets, stamped metal mechanisms, spring-loaded assemblies or custom sheet metal connector parts, early DFM discussion can help reduce risks before tooling and production begin.
Watch the Assembly Process
Watch the complete trunk latch connector assembly and functional test here: https://www.youtube.com/shorts/NsrMeYaytjw