1. What Is Metal Polishing
Metal polishing is a surface finishing process used to make metal parts smoother, brighter and more visually consistent. It is commonly applied to stainless steel, aluminium, brass, copper and carbon steel components used in consumer products, automotive parts, medical equipment and industrial assemblies.

Unlike painting, electroplating or PVD coating, polishing does not add a new layer to the metal. It removes a very small amount of surface material through controlled abrasive action.
2. How Does It Work?
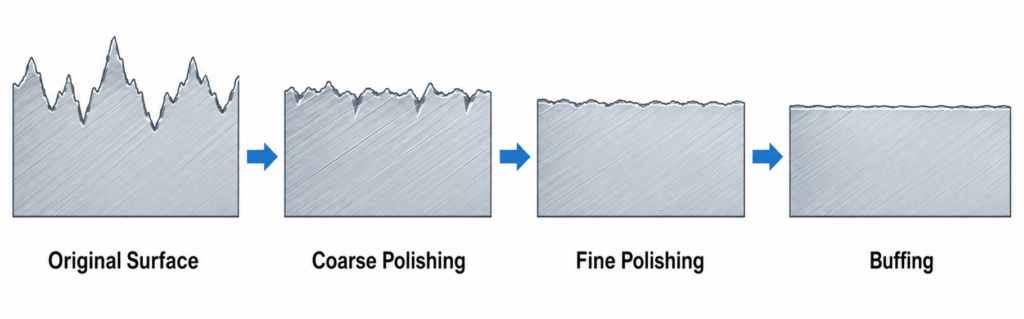
A machined, stamped or welded metal surface contains microscopic peaks, scratches, tool marks and oxidation. During polishing, abrasive grains cut these raised areas and gradually replace deep scratches with finer, shallower ones.
The process normally moves from coarse to fine abrasives:
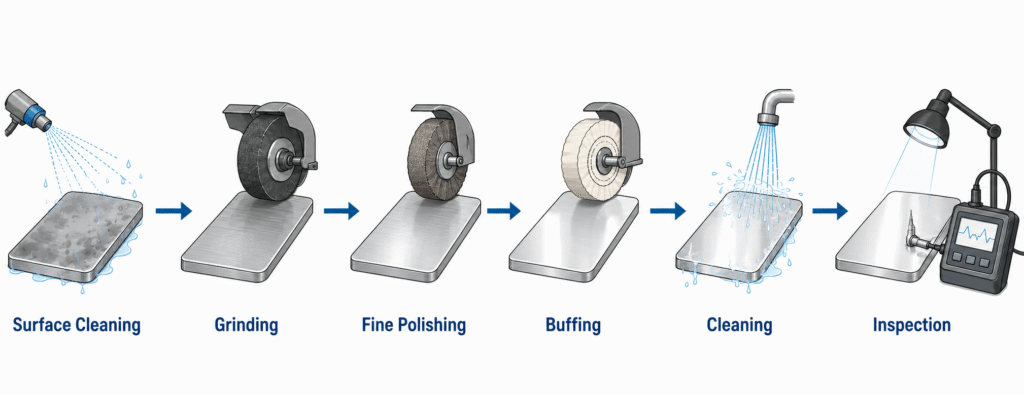
- Surface preparation: Oil, dirt and loose oxide are removed.
- Defect removal: Grinding removes weld marks, deep scratches or uneven areas.
- Progressive polishing: Finer abrasive belts, discs or wheels reduce the previous scratch pattern.
- Buffing: A soft wheel and polishing compound may be used to create a bright or mirror-like surface.
- Cleaning and inspection: Residual compound is removed before appearance and roughness are checked.
A stainless steel mirror finish, commonly associated with No. 8 finish, is produced using successively finer abrasives followed by fine buffing. However, abrasive grit alone cannot define the final surface quality because pressure, speed, polishing direction, initial condition and material hardness also affect the result.
2. Common Polishing Methods and Process Control
Different polishing methods are selected according to the part geometry, production volume and required appearance.
| Polishing method | Typical equipment | Suitable applications |
|---|---|---|
| Manual polishing | Handheld grinder, abrasive disc or polishing wheel | Prototypes, welded areas, complex shapes and small batches |
| Belt polishing | Abrasive belt machine | Flat panels, sheet-metal covers, tubes and long surfaces |
| Wheel polishing | Abrasive or cloth wheel | Handles, hardware, curved parts and decorative components |
| Robotic polishing | Robot with force-controlled abrasive tools | Medium- and high-volume parts requiring consistent finishes |
| Vibratory polishing | Vibratory bowl with media and compound | Small stamped, cast or turned parts processed in batches |
| Buffing | Soft cloth wheel and polishing compound | Final brightening after the main scratches have been removed |
| Electropolishing | Electrolyte, DC power supply and processing tank | Stainless steel parts requiring electrochemical micro-smoothing |
Electropolishing is related to polishing but is a separate electrochemical process. It removes microscopic surface peaks through controlled anodic dissolution instead of mechanical abrasion.
Typical mechanical polishing sequence
Inspection → Degreasing → Defect Grinding → Progressive Polishing → Buffing if Required → Cleaning → Final Inspection
The exact abrasive sequence must be developed for the material and original surface. Skipping too many grit levels may leave deep scratches that remain visible after final buffing.
Important process controls include:
- Use sufficient support and moderate pressure on thin sheet-metal parts to prevent heat distortion or surface waviness.
- Keep polishing direction consistent when a uniform decorative grain is required.
- Use dedicated tools for stainless steel to reduce contamination from carbon-steel particles.
- Protect threaded holes, sealing surfaces, sharp functional edges and dimensionally critical areas.
- Avoid excessive polishing around corners and holes because it can round edges or change dimensions.
- Remove polishing compound completely before passivation, electroplating, painting or PVD coating.
Surface roughness should not be specified only by abrasive grit. For engineering parts, the drawing should identify the required roughness parameter, measurement direction and evaluation conditions. The current ISO 21920 series defines surface-texture indication, parameters and profile-based measurement requirements.
3. Suitable Materials and Common Applications
| Material | Polishing characteristics | Important considerations |
|---|---|---|
| Stainless steel | Can produce satin, bright or mirror finishes | Control heat and avoid carbon-steel contamination |
| Aluminium | Polishes quickly and can achieve high reflectivity | Soft material may scratch, smear or load the abrasive |
| Brass and copper | Easily develops a bright decorative finish | The unprotected surface may oxidise or tarnish |
| Carbon steel | Can be polished to a smooth, bright surface | Usually requires oil, plating, painting or another corrosion-protection treatment |
| Titanium | Can be polished for functional or decorative purposes | Low thermal conductivity makes heat control important |
| Plated or coated metal | Only suitable for light, controlled finishing | Excessive polishing may remove or damage the coating |
Common applications include:
- Stainless steel handles, appliance panels and decorative covers
- Automotive and motorcycle trim components
- Kitchen, food-processing and beverage equipment
- Medical instruments and equipment housings
- Aluminium consumer-electronic components
- Brass fittings and architectural hardware
- Stamped, machined and turned precision parts
- Metal components prepared for electroplating, PVD or other decorative finishes
For hygienic equipment, a low Ra value alone does not guarantee easy cleaning. Surface direction, pits, crevices, weld quality and the method used to create the finish also influence contamination behaviour.
4. Advantages, Limitations and Specification Advice
Main advantages
- Improves surface smoothness, brightness and visual consistency
- Removes light scratches, oxidation, tool marks and minor burrs
- Produces satin, bright or mirror-like decorative finishes
- Can improve cleanability when combined with good product design
- Provides a more uniform substrate for electroplating and PVD coating
- Can be applied to prototypes as well as mass-produced parts
Important limitations
Polishing does not add corrosion protection and cannot correct deep dents, severe waviness or major dimensional defects. Excessive polishing may thin the material, round edges, erase fine features or distort thin sheet-metal parts. Highly reflective finishes also require more processing stages and make fingerprints, scratches and local shape variations easier to see.
A complete polishing specification should therefore include:
- Material grade and original surface condition
- Required appearance: directional, satin, bright or mirror
- Approved physical sample or appearance limit
- Surface roughness requirement where functionally necessary
- Polishing direction and permitted colour variation
- Areas that must not be polished
- Maximum acceptable edge rounding or material removal
- Required post-treatment, such as cleaning, passivation, plating or PVD coating
The most reliable acceptance method is usually a combination of an approved appearance sample, controlled lighting and measurable surface requirements.
FAQ
Metal polishing is a subtractive surface-finishing process that uses abrasives to remove minor defects and microscopic surface peaks, producing a smoother and brighter finish.
The process normally includes surface cleaning, defect grinding, progressively finer abrasive polishing, optional buffing, final cleaning and inspection.
Stainless steel, aluminium, brass, copper, carbon steel and titanium can all be polished, but each material requires suitable abrasives, pressure and heat control.
Metal polishing can produce directional, satin, bright or mirror finishes, but abrasive grit alone cannot guarantee a specific Ra value, so engineering drawings should specify surface roughness and an approved appearance sample.
Polishing may remove oxidation and surface contamination, but it does not create a protective coating; carbon steel normally requires oil, plating or painting, while stainless steel may require cleaning and passivation.
Polishing uses bonded abrasives to remove scratches and refine the surface, while buffing uses a soft wheel and polishing compound to create the final smooth, high-gloss appearance.