PVD coating is a vacuum-based surface treatment used to create a thin film on metal, ceramic, glass and selected plastic components. PVD stands for Physical Vapor Deposition. The process can produce gold, black, bronze or silver-grey finishes while improving surface hardness, wear resistance and product life.
Manufacturers widely use PVD coatings on stainless steel hardware, cutting tools, automotive components, medical instruments and consumer electronics. This guide explains how PVD coating works and what designers and purchasing engineers should consider when specifying it.
1. What Is PVD Coating?
PVD is not one specific coating material. It is a group of vacuum deposition processes that convert a solid coating material into vapor and then deposit it onto a product surface as a thin film.
The solid material used to create the coating is called the target or source material. Common target materials include titanium, chromium, zirconium and aluminium. These elements may react with gases such as nitrogen inside the vacuum chamber to form coatings including TiN, CrN, ZrN and TiAlN.
PVD transfers a solid or liquid coating material into the gas phase. Its particles move through the vacuum chamber and condense on the substrate surface.
Typical colours depend on the coating composition and process conditions. For example, TiN is commonly associated with a gold finish, while CrN normally produces a silver-grey appearance. Black PVD finishes may use several different coating systems, so colour alone does not identify the coating material.
| PVD coating characteristic | Practical meaning |
|---|---|
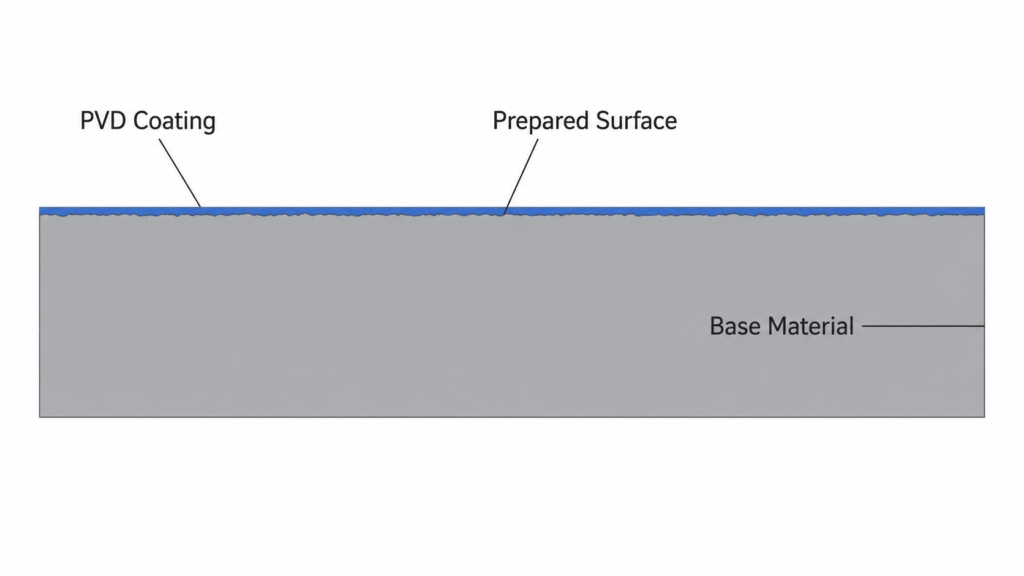
| Very thin coating | Normally causes little dimensional change, although precision fits must still be reviewed |
| Hard surface | Helps reduce scratching, friction and wear |
| Decorative and functional | Can improve both product appearance and surface performance |
| Vacuum batch process | Requires suitable fixtures, hanging points and loading arrangements |
| Limited use of liquid chemicals | Generally produces less liquid chemical waste than conventional electroplating |
| Follows the existing surface | Does not hide scratches, dents, weld marks or poor polishing |
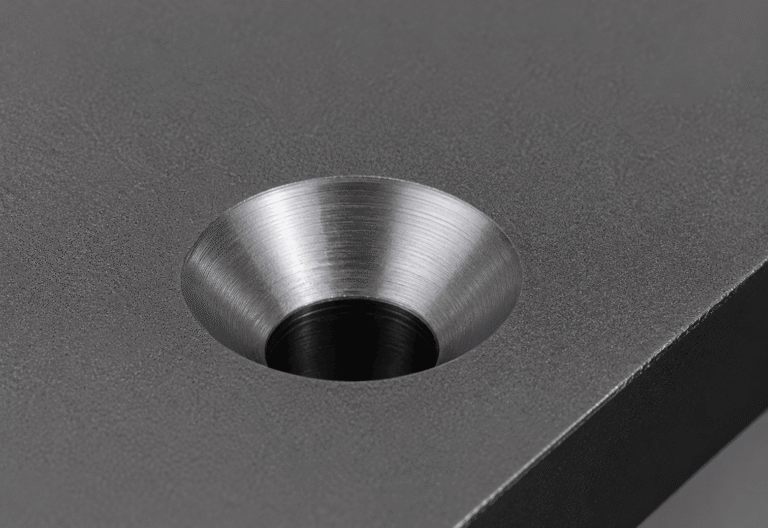
Because PVD coating is thin, the original surface texture remains visible. Mirror-polished, brushed and sandblasted parts will retain their basic surface appearance after coating. Therefore, polishing and surface preparation directly affect the final result.
2. How Does the PVD Coating Process Work?
The PVD coating process can be understood as converting a solid material into vapor and then allowing its atoms or ions to form a thin film on the product surface.
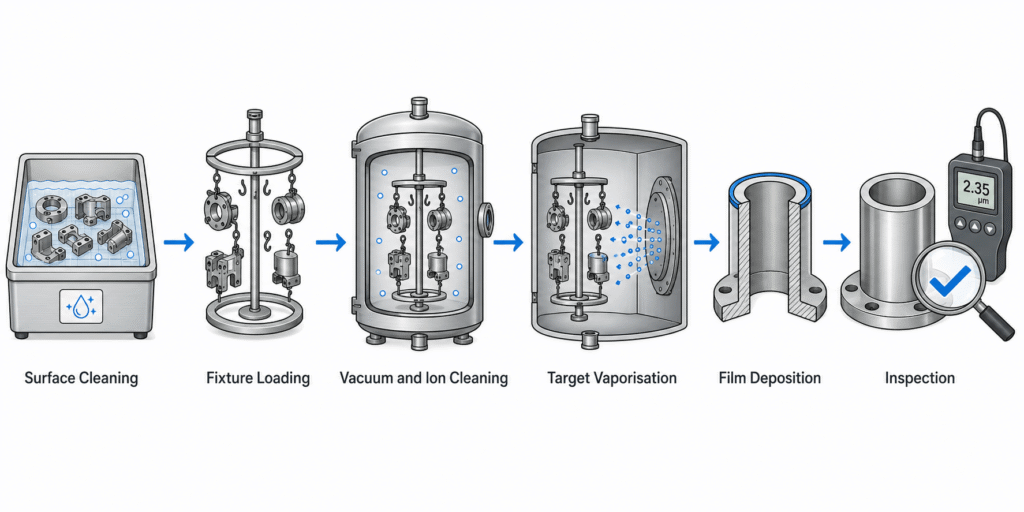
| Process step | What happens |
|---|---|
| Surface preparation | Oil, dust, oxides and polishing residues are removed |
| Fixture loading | Parts are mounted on racks and placed inside the vacuum chamber |
| Vacuum and ion cleaning | Air is removed, while the part surface is cleaned and activated |
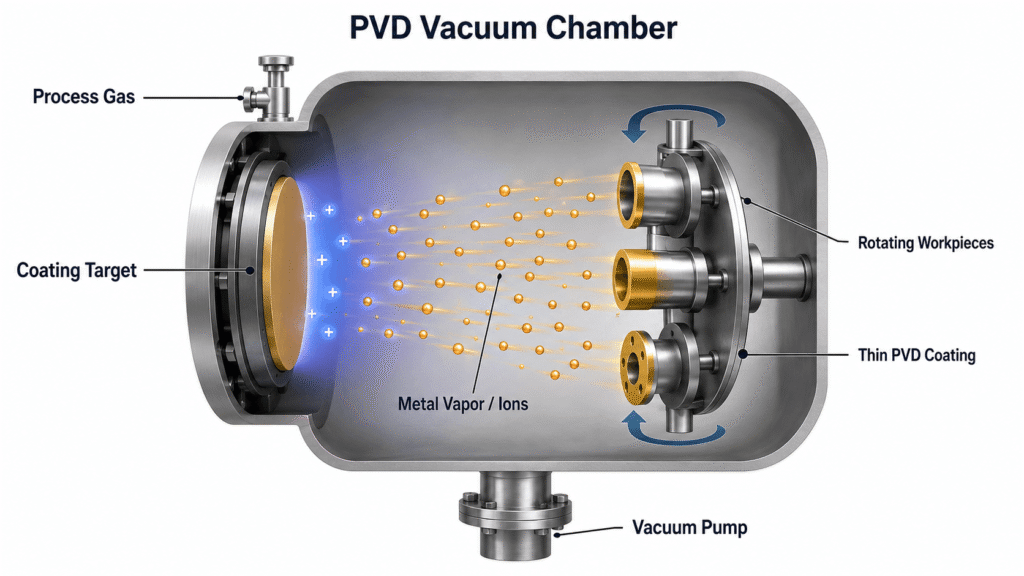
| Target vaporisation | Arc energy or ion bombardment releases atoms from the target material |
| Transport and reaction | Metal particles move through the chamber and may react with process gases |
| Film deposition | The particles condense and form a thin, adherent coating |
| Cooling and inspection | Colour, appearance, adhesion and functional requirements are checked |
Cathodic arc evaporation and magnetron sputtering are two widely used industrial PVD processes.
Cathodic arc evaporation uses an electric arc to release coating material from the target. It provides a high deposition rate and is commonly used for cutting tools, forming tools and wear-resistant components.
Magnetron sputtering uses energetic ions to strike the target and eject its atoms. It can produce a relatively smooth and controlled surface, making it suitable for decorative products, electronics and precision thin films. Ionbond describes vaporisation, transport and deposition as the three basic stages of the PVD working principle.
PVD deposition is partly directional. Deep holes, narrow internal cavities, recessed areas and surfaces blocked by other features may receive an uneven coating. Part orientation, fixture rotation and hanging position should therefore be reviewed before production.
3. Common PVD Coating Applications
PVD coating can provide decorative colour, wear protection, lower friction or other functional surface properties. Oerlikon Balzers lists applications across automotive, aerospace, machinery, medical technology, semiconductor equipment and power generation.
| Industry | Typical products | Main purpose of PVD coating |
|---|---|---|
| Cutting and forming tools | Drills, milling cutters, punches and forming dies | Reduce wear and extend tool life |
| Stainless steel and architectural hardware | Handles, faucets, decorative panels and bathroom fittings | Add metallic colour and improve surface durability |
| Consumer electronics | Buttons, covers, frames and metal brackets | Improve appearance and resistance to daily wear |
| Automotive | Interior trim, decorative parts and precision moving components | Decoration, wear resistance or friction reduction |
| Medical devices | Surgical tools, drills and instruments | Improve wear, friction or product identification |
| Electronics and optics | Sensors, semiconductor parts and reflective films | Provide conductive, reflective or barrier properties |
| Watches and jewellery | Watch cases, straps, rings and accessories | Produce metallic colours and improve colour retention |
PVD is suitable for many metal parts, especially stainless steel and tool steel. Aluminium, brass, zinc alloys, titanium and selected plastics may also be coated, but the coating supplier must confirm substrate compatibility, heat sensitivity and required pre-treatment.
4. What Designers and Purchasing Engineers Should Specify
For decorative PVD coating on stainless steel parts, designers and purchasing engineers should specify more than “black PVD” or “gold PVD.” A complete specification should include:
- Base material and heat-treatment condition;
- Original surface finish, such as mirror polishing, brushing or sandblasting;
- Required colour, gloss and approved reference sample;
- Areas that require coating or masking;
- Acceptable hanging or electrical contact points;
- Adhesion, wear, colour difference or corrosion test requirements;
- Product environment and expected surface function;
- Acceptable colour variation between production batches.
PVD coating can improve surface performance, but it cannot repair a soft substrate or poor surface preparation. It is also not completely scratch-proof or rust-proof. Final performance depends on the substrate, pre-treatment, coating system, part geometry and service environment.

FAQ
PVD coating is a vacuum deposition process that converts a solid source material into vapor and deposits it onto a product as a thin decorative or functional film.
The process releases atoms or ions from a solid target inside a vacuum chamber and allows them to condense on the product surface as an adherent coating.
There is no universal service life. Durability depends on the substrate, coating type, surface preparation, friction, cleaning method and operating environment.
PVD coatings are generally hard and wear-resistant, but they are not completely scratch-proof. Abrasive cleaning, repeated friction or impact can eventually damage the coating.
Neither process is always better. PVD is suitable for thin, hard and wear-resistant finishes, while electroplating may be more suitable for thicker metal deposits, complex internal surfaces or specific electrical requirements.
Yes, corrosion remains possible around scratches, cut edges, holes or damaged areas, especially in salty or chemically aggressive environments. PVD provides additional protection but does not replace the corrosion resistance of the base material.