1. What Is Electroless Plating?
Electroless plating, also known as chemical plating or autocatalytic plating, is a metal finishing process that deposits a metallic coating without external electrical current.
Unlike conventional electroplating, which relies on rectifiers, anodes, cathodes and current density, electroless plating uses a controlled chemical reduction reaction to deposit metal ions continuously onto a part surface.
For precision metal components, the most common system is:
Electroless Nickel-Phosphorus Plating (ENP / Ni-P)
The value of electroless nickel plating is not limited to appearance. It can provide:
- Relatively uniform coating thickness
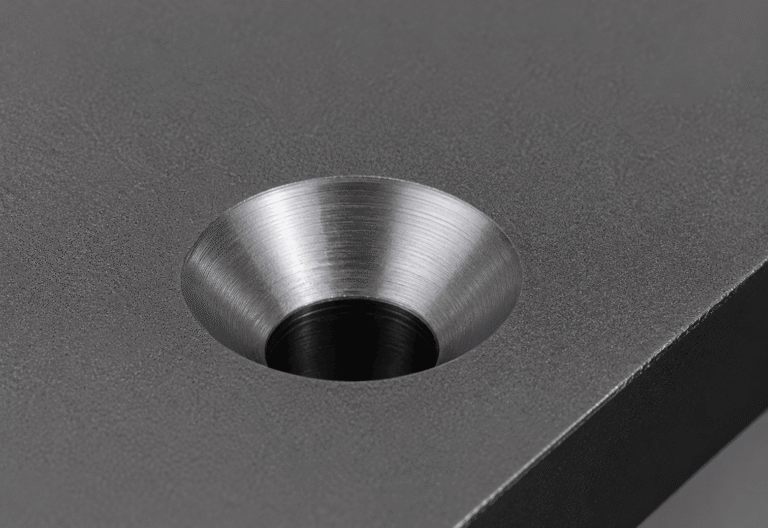
- Better coverage of blind holes, internal threads, grooves and recessed areas
- Improved corrosion resistance
- Higher hardness and wear resistance
- Dimensional restoration or compensation for precision features
- A more suitable coating solution for complex geometries
ASTM B733 and ISO 4527 are widely recognized references for autocatalytic electroless nickel-phosphorus coatings on metallic substrates.
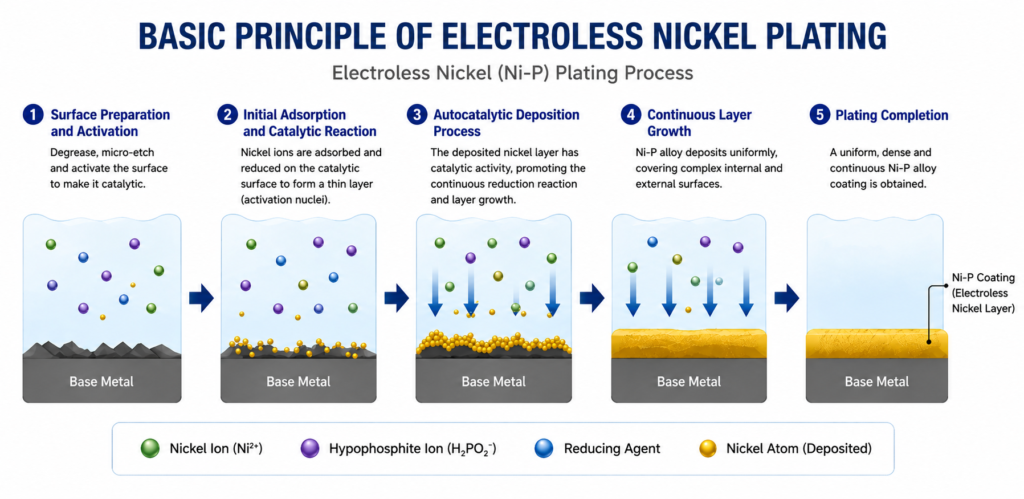
2. Fundamental Principle of Electroless Nickel Plating
Electroless nickel plating is an autocatalytic chemical deposition process.
A typical electroless nickel-phosphorus bath contains:
- Nickel ions
- A reducing agent, commonly hypophosphite
- Complexing agents
- pH buffers
- Stabilizers
- Wetting agents and other functional additives
After degreasing and activation, the component enters the plating bath. Nickel ions are chemically reduced and deposited onto the activated surface. Once an initial nickel layer is formed, the deposited nickel itself continues to catalyze the reaction, allowing the coating to grow continuously.
The process can be simplified as:
Nickel ions + reducing agent + temperature + catalytic surface → nickel-phosphorus alloy coating
Although no external power is required, electroless plating demands strict process control. Temperature, pH, nickel concentration, reducing-agent concentration, filtration, agitation, bath loading and bath age can all directly affect deposition rate, coating thickness, adhesion, hardness and corrosion resistance.
Key Parameters Effect on Coating Performance
| Key Parameter | Effect on Coating Performance |
|---|---|
| Temperature | Determines deposition rate and affects bath stability |
| pH Value | Influences reaction activity, phosphorus content and bath life |
| Nickel Ion Concentration | Affects deposition efficiency and thickness consistency |
| Hypophosphite Concentration | Influences reducing capacity and coating composition |
| Agitation and Circulation | Improves solution exchange in blind holes, recesses and grooves |
| Filtration System | Helps reduce particles, roughness, pits and nodules |
| Bath Age | Affects coating stability and batch-to-batch consistency |
ASTM B656 is commonly used as an engineering guide for electroless nickel deposition, with attention to coating uniformity, adhesion and functional performance.
3. Electroless Plating vs. Electroplating
| Comparison Item | Electroless Nickel Plating | Electroplating |
|---|---|---|
| External power required | No | Yes |
| Deposition method | Chemical reduction reaction | Electrical current deposition |
| Thickness uniformity | Generally more uniform | Strongly affected by current density |
| Blind holes, internal threads and recesses | Better coverage potential | Internal areas may receive thinner deposits |
| Suitability for complex parts | Suitable for grooves, cavities and irregular shapes | Edge build-up and low-current-area thinning are more common |
| Main equipment focus | Bath analysis, filtration, circulation and replenishment | Rectifiers, anodes, racks and current-density control |
| Typical purposes | Corrosion resistance, wear resistance, dimensional control and complex parts | Decorative finish, rapid buildup and conductive coatings |
The main benefit of electroless nickel plating is its ability to provide relatively uniform coverage on complex-shaped components. However, “uniform” does not mean that every surface automatically receives identical thickness.
Very deep blind holes, micro-holes, narrow gaps, sealed cavities and air-trapping areas may still show lower deposition rates when solution exchange is limited.
For deep-hole electroless plating, internal-surface electroless nickel plating and precision threaded components, the sampling stage should confirm: Racking direction, Venting and drainage design, Critical thickness measurement locations, Minimum allowable thickness in difficult-to-plate areas.