1. What Is Electroplating?
Electroplating uses direct current to reduce metal ions from an electrolyte and deposit a metallic coating onto a workpiece surface. It can improve corrosion resistance, conductivity, solderability, wear resistance, surface hardness, appearance, and local dimensional control.
It is widely used for precision stamped parts, fasteners, CNC components, automotive brackets, electronic connectors, contact springs, communication hardware, and decorative metal components. Electroplating is not simply a colouring process; it is a surface-engineering system controlled by substrate condition, pretreatment, coating structure, current distribution, post-treatment, and inspection.
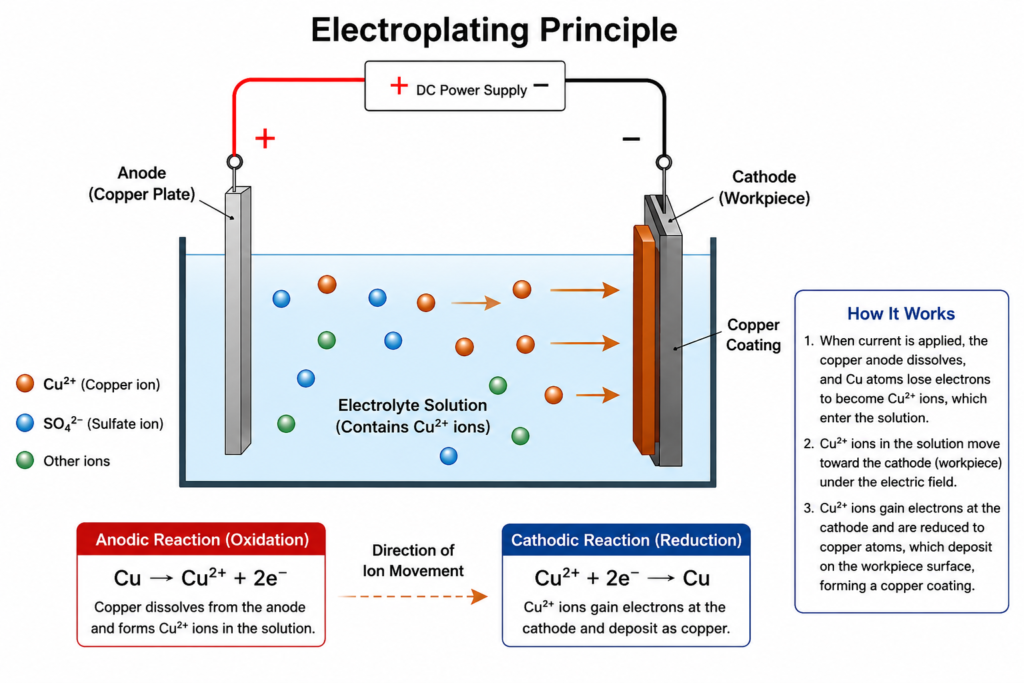
2. Basic Electroplating Principle
During electroplating, the workpiece is connected as the cathode. Metal ions in the electrolyte move toward the cathode, receive electrons, and deposit as a metallic coating.
A simplified cathodic reaction is:
M²⁺ + 2e⁻ → MHere, M may represent zinc, nickel, copper, tin, or another deposited metal.
3. Standard Electroplating Process Flow
| Process Step | Main Function and Control Focus |
|---|---|
| ① Incoming Inspection | Check material, heat-treatment condition, oxidation, rust, burrs, weld spatter, scratches, and oil contamination. |
| ② Racking or Barrel Loading | Rack plating is suitable for appearance-critical and complex parts; barrel plating is commonly used for screws, nuts, and small high-volume parts. Loading affects contact marks, thickness distribution, and appearance. |
| ③ Degreasing | Removes stamping oil, cutting fluid, rust-preventive oil, polishing wax, and fingerprints. |
| ④ Pickling or Activation | Removes light rust, oxides, and passive films to prepare the surface for deposition. |
| ⑤ Electrocleaning / Strike Plating | Used where stronger adhesion, difficult substrates, or multilayer plating systems are required. |
| ⑥ Electroplating | Deposits the required metal coating under controlled current density, temperature, pH, metal-ion concentration, and additive condition. |
| ⑦ Recovery and Multi-Stage Rinsing | Removes residual plating solution, reduces carryover contamination, and protects subsequent treatment stability. |
| ⑧ Passivation, Sealing, or Post-Treatment | Improves corrosion resistance, appearance, fingerprint resistance, or other required functions. |
| ⑨ Hydrogen Relief Baking | May be required for high-strength steel, springs, fasteners, and load-bearing parts depending on material condition and specification. |
| ⑩ Inspection and Packaging | Confirms appearance, thickness, adhesion, corrosion performance, and functional requirements before shipment. |
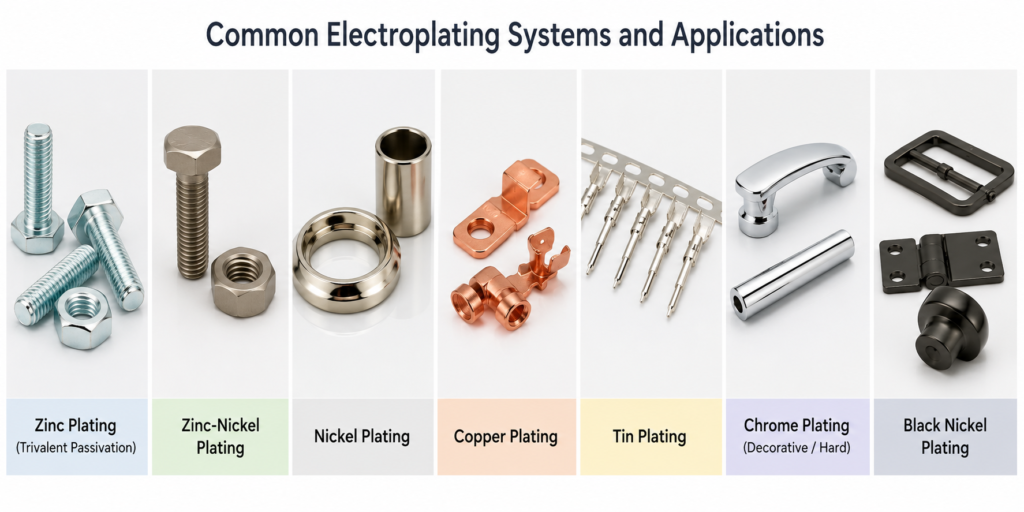
4. Common Electroplating Systems and Applications
| Coating System | Main Characteristics | Typical Applications |
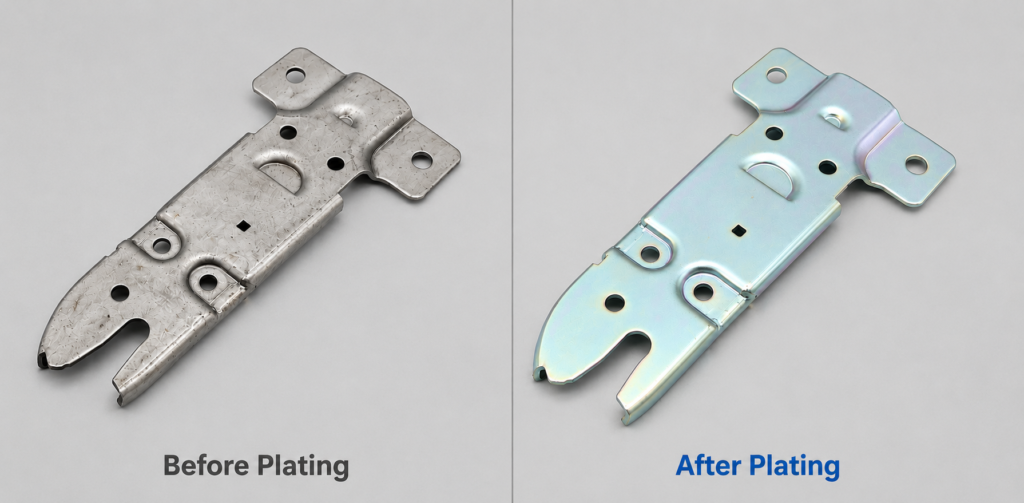
| Zinc Plating | Provides sacrificial protection for steel and is commonly used with passivation. | Fasteners, brackets, stamped parts, general hardware. |
| Zinc-Nickel Electroplating | Suitable for higher corrosion-resistance requirements, especially in demanding environments. | Automotive fasteners, outdoor brackets, corrosion-sensitive components. |
| Nickel Plating | Improves appearance, corrosion resistance, surface hardness, and wear performance; can also act as an underlayer. | Decorative hardware, electronic parts, functional components. |
| Copper Plating | Provides conductivity and can improve bonding as an underlayer or support local build-up. | Terminals, connectors, springs, multilayer plating systems. |
| Tin Plating | Supports solderability and electrical contact performance. | Electronic terminals, connectors, conductive contacts. |
| Chromium Plating | Decorative chromium emphasizes appearance; hard chromium focuses on hardness, wear resistance, and dimensional recovery. | Decorative hardware, molds, wear-resistant components. |
| Black Nickel Plating | Mainly used for black decorative finishes and usually evaluated with suitable underlayers or sealing treatment. | Consumer electronics, lighting hardware, decorative metal parts. |
Zinc-nickel electroplating for automotive parts is commonly considered for fasteners, outdoor brackets, and corrosion-sensitive metal components. Tin, copper, and nickel plating are widely used for electronic terminals, connectors, and springs where electrical contact reliability and solderability are important. For consumer electronics hardware, black nickel plating, bright nickel plating, or anti-fingerprint metal finishing may be selected to balance appearance, touch feel, and wear resistance.
5. Key Quality-Control Points
| Control Item | Main Focus |
| Appearance | Bare areas, burning, roughness, pits, pinholes, stains, discoloration, rack marks, and scratches. |
| Thickness | Minimum thickness at corners, threads, holes, recessed zones, and critical mating surfaces to avoid insufficient protection, blocked holes, thread interference, or assembly issues. |
| Adhesion | Bonding stability between substrate, underlayers, and functional layers. |
| Coating Composition | Element ratio or layer structure for alloy plating, multilayer systems, and functional coatings. |
| Corrosion Resistance | Verification according to customer drawings, product standards, or project requirements. High-corrosion applications should be assessed through the complete coating system, not the visible finish alone. |
| Electrical and Soldering Performance | Contact resistance, conductivity, solderability, and long-term reliability for terminals, connectors, and springs. |
| Material Compliance | Plating chemistry, passivation, sealers, and pretreatment chemicals should meet applicable RoHS, REACH, and customer restricted-substance requirements. |
For demanding projects, electroplating quality should not be judged by appearance alone. Automotive metal parts, precision hardware stamping components, electronic connectors, and medical equipment metal parts may require close control of minimum thickness at critical areas, coating adhesion, corrosion resistance, contact resistance, solderability, and material compliance.
For parts exposed to humidity, salt spray, or mild chemical environments, high corrosion resistance zinc plating should be developed as a complete system covering substrate condition, pretreatment, coating structure, passivation, sealing, thickness distribution, and edge protection.
XRF, coulometric testing, and metallographic cross-sections may be selected according to coating structure, substrate, and measurement location. XRF is commonly used for non-destructive thickness measurement and layer analysis of thin or multilayer metallic coatings.
6. Common Electroplating Defects and Improvement Directions
| Defect | Main Cause | Improvement Direction |
| Bare Areas | Oil contamination, oxide film, poor rack contact, or trapped air. | Improve pretreatment, electrical contact, part orientation, and agitation. |
| Burning / Rough Deposit | Excessive local current density, low metal-ion concentration, or additive imbalance. | Reduce local current density and verify bath chemistry. |
| Pitting / Pinholes | Gas bubbles, contamination, insufficient filtration, or porous substrate. | Improve filtration, wetting, agitation, and pretreatment. |
| Poor Adhesion | Incomplete degreasing, insufficient activation, substrate oxidation, or interlayer contamination. | Audit pretreatment and reduce delay between process stages. |
| Colour Variation | Passivation aging, pH variation, thickness variation, or rinse contamination. | Control passivation chemistry, rinse quality, thickness, and drying conditions. |
| Low Thickness | Insufficient plating time, low current density, or shielding effect. | Optimize time, current, and rack design; add auxiliary anodes where needed. |
| Excessive Edge Build-Up | Current concentration at corners and edges. | Use shields, auxiliary cathodes, or controlled current profiles. |
| Hydrogen Embrittlement Failure | Hydrogen introduced during pickling, electrocleaning, or plating without suitable control. | Perform material risk assessment and apply specified preventive and post-treatment measures. |
7. Conclusion
The key question in electroplating is not “what colour should the part be?” but “what function must the coating delivFor general hardware, the priority may be corrosion protection and appearance. For terminals, connectors, and springs, it may be conductivity, contact reliability, and solderability. For automotive fasteners, high-strength steel parts, and spring components, corrosion resistance, thickness distribution, and hydrogen-embrittlement risk require special attention.
A reliable electroplating solution should be designed as a complete system covering substrate condition, part geometry, coating structure, post-treatment, critical-location thickness, functional requirements, material compliance, and validation criteria. This approach helps reduce quotation errors, sample rework, batch variation, assembly failures, and long-term corrosion risk.