1. What Is Passivation?
Passivation is a chemical or electrochemical surface treatment process that creates a more stable and protective condition on a metal surface.
It is not simply a visible coating added onto a part. Its purpose is to reduce surface reactivity and lower the risk of oxidation, white rust, red rust, pitting corrosion, discoloration, and localized corrosion.
The meaning of passivation varies depending on the material.
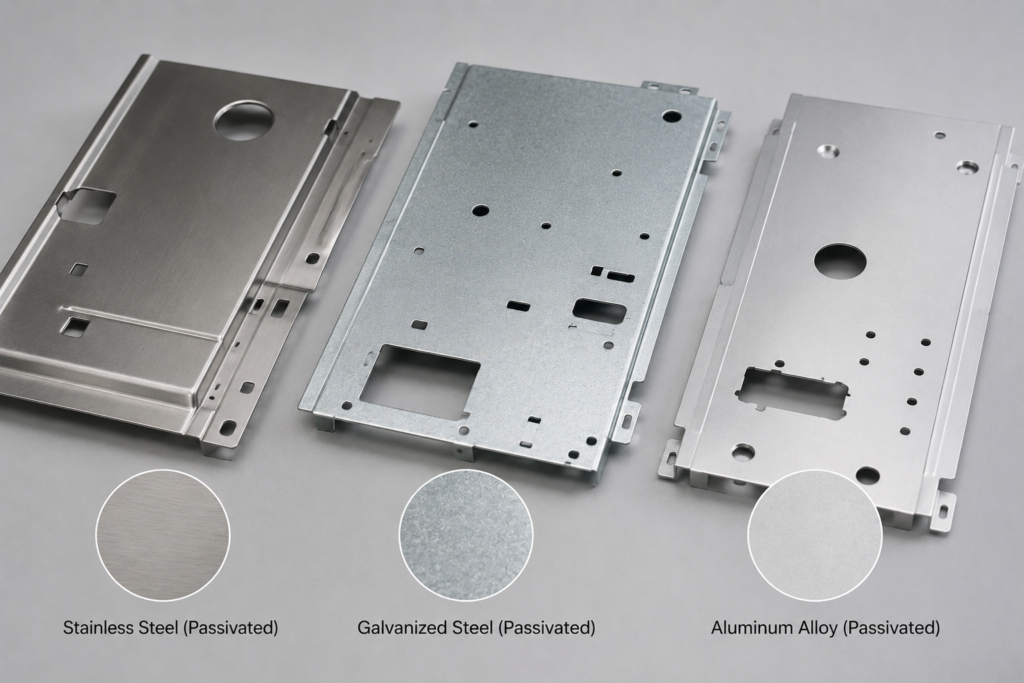
Stainless steel passivation removes free iron, iron particles, machining contamination, and light surface residues, allowing the stainless steel surface to restore a stable chromium-rich oxide layer.
Zinc plating passivation creates a conversion film on electroplated zinc, zinc-nickel, or zinc-iron coatings to improve white rust resistance, salt spray performance, and storage stability.
Aluminum passivation or conversion coating improves corrosion resistance and provides a reliable base for powder coating, liquid painting, e-coating, and adhesive bonding.
2. Basic Principle of Passivation
Metal corrosion normally occurs when the surface is exposed to oxygen, moisture, salt, acidic or alkaline media, or contaminating ions.
The main purpose of passivation is to create a more stable, denser, and less reactive surface layer. This protective layer slows down the contact between corrosive media and the metal substrate.
2.1 Stainless Steel Passivation
The corrosion resistance of stainless steel mainly comes from a very thin but stable chromium-rich oxide layer on the surface.
During stamping, CNC machining, welding, grinding, polishing, and fixture handling, stainless steel parts may become contaminated with iron particles, free iron, oil, abrasive dust, or welding oxides. These contaminants can become starting points for localized corrosion, even on SUS304 or SUS316 stainless steel parts.
Passivation removes free iron and surface contamination, allowing chromium in the stainless steel to form a stable oxide film again.
A simplified reaction is: 4Cr + 3O2 → 2Cr2O3
Where: Cr: Chromium in stainless steel, O2: Oxygen in air, Cr2O3: Dense chromium oxide protective film.
2.2 Zinc Plating Passivation
Zinc coatings protect steel through sacrificial corrosion protection. However, zinc itself can still oxidize in humid, salty, or poorly controlled storage environments, leading to white rust, dullness, or localized corrosion.
A simplified zinc oxidation reaction is: Zn → Zn2+ + 2e−
Where: Zn: Metallic zinc, Zn2+: Zinc ions, e−: Released electrons.
Zinc passivation forms a conversion coating on the zinc surface. This layer seals part of the micropores and active areas, reducing direct contact between zinc, moisture, oxygen, and chloride ions.
2.3 Aluminum Passivation
Aluminum naturally forms an oxide layer when exposed to air. However, the natural oxide film is usually thin and can be affected by machining, cleaning, storage, and humid environments.
Aluminum passivation or chromium-free conversion coating forms a more stable surface layer. It improves corrosion resistance and provides a reliable base for powder coating, painting, e-coating, and adhesive bonding.
A simplified aluminum oxidation reaction is: 4Al + 3O2 → 2Al2O3
Where: Al: Aluminum, O2: Oxygen in air, Al2O3: Aluminum oxide protective film.
This aluminum oxide layer slows down further oxidation of the aluminum substrate. It is widely used on aluminum enclosures, telecom equipment housings, battery pack structures, server sheet metal parts, and consumer electronics components.
3. Standard Passivation Process Flow
Passivation is not simply soaking a part in a chemical solution. Stable passivation quality depends on the full process, including cleaning, rinsing, activation, passivation, drying, and packaging.
① Degreasing:
Remove stamping oil, drawing oil, cutting fluid, polishing wax, fingerprints, dust, and temporary rust preventive oil. Incomplete degreasing may cause uneven passivation films, water marks, rust spots, white rust, or early salt spray failure.
② Water Rinsing
After degreasing, parts should be thoroughly rinsed to prevent chemical carryover into the next process tank. For high-requirement parts, the final rinse is preferably performed with purified water or deionized water to reduce salt residue, metal-ion contamination, and water marks.
③ Pickling or Activation
Pickling or activation removes light oxide layers, rust, machining residue, and unstable surface films, preparing the part for passivation. Insufficient activation may lead to uneven films. Excessive activation may cause darkening, roughness, dimensional change, or localized corrosion.
④ Passivation Treatment
Parts are immersed in the passivation solution. The protective layer is formed by controlling chemical concentration, temperature, treatment time, pH value, metal contamination level, and bath maintenance condition.
Different materials normally require different systems:
- Stainless steel: nitric acid passivation, citric acid passivation, or electrochemical passivation
- Zinc-plated parts: trivalent chromium passivation, thick-film passivation, or topcoat sealing
- Aluminum alloy: chromium-free conversion coating, zirconium-based coating, titanium-based coating, or other environmentally compliant conversion systems
⑤ Post-Rinsing and DI Water Rinsing
After passivation, chemical residues must be removed completely. Residual acid, salts, or metal ions may cause yellow stains, white spots, water marks, pitting, or corrosion after drying. Deep holes, blind holes, bent corners, and complex assemblies require special attention to drainage.
⑥ Sealing Treatment
Some zinc plating and zinc-nickel passivation systems include a sealing or topcoat process. A suitable sealer can improve white rust resistance, salt spray resistance, and storage stability. However, it must be compatible with later painting, electrical contact, welding, and assembly requirements.
⑦ Drying
Passivated parts should be dried at a suitable temperature. Excessive heat may cause discoloration, reduced film performance, or local film cracking.

FAQ
Pickling uses aggressive acids to remove heavy scale and weld discoloration by slightly etching the base metal, while passivation is a non-aggressive treatment that dissolves only surface free iron without changing part dimensions. Passivation focuses strictly on restoring the corrosion-resistant chromium oxide layer, making it ideal for tight-tolerance precision components.
Machining and stamping tools leave microscopic particles of free iron embedded in the stainless steel surface. If left untreated, these reactive iron contaminants will rapidly oxidize in humid environments, causing cosmetic flash rust and localized pitting corrosion. Passivation removes this surface iron to allow the protective passive film to naturally reform.
Industrial passivation is primarily governed by ASTM A967 and AMS 2700, which define the chemical parameters and testing methods. Quality control teams verify success using standardized methods such as copper sulfate testing, high-humidity exposure, or salt spray testing (ASTM B117) to ensure no free iron remains.
Citric acid passivation is an eco-friendly, modern alternative that selectively targets free iron without stripping out other valuable alloying elements. Nitric acid is the traditional, more aggressive oxidizer preferred for complex specialty alloys, but it involves higher chemical hazards, strict disposal regulations, and potential risks of flash attack.
No, proper passivation is a chemical surface cleaning and conversion process that does not add or remove measurable material thickness. Unlike anodizing or electroplating which apply coatings, passivation works purely at the molecular level, ensuring that high-precision CNC parts maintain their exact design tolerances.
Yes, if a stainless steel surface is completely clean and dry, exposure to atmospheric oxygen will naturally form a protective chromium oxide layer over time. However, chemical passivation is necessary in manufacturing because it accelerates this process and effectively eliminates trapped tool iron that natural exposure cannot remove.