1. What Is Sandblasting?
Sandblasting is a surface-finishing process in which abrasive media are propelled at high speed onto a workpiece by compressed air or mechanical force. Rather than simply making a surface rougher, the process can remove oxidation, rust, minor burrs, welding discoloration, old coatings, and machining marks while creating a controlled matte texture.
In metal fabrication, stamping, CNC machining, welding, and aluminum exterior-part manufacturing, sandblasting can be used either as a surface-preparation process or as a final cosmetic finish.
2. Basic Working Principle of Sandblasting
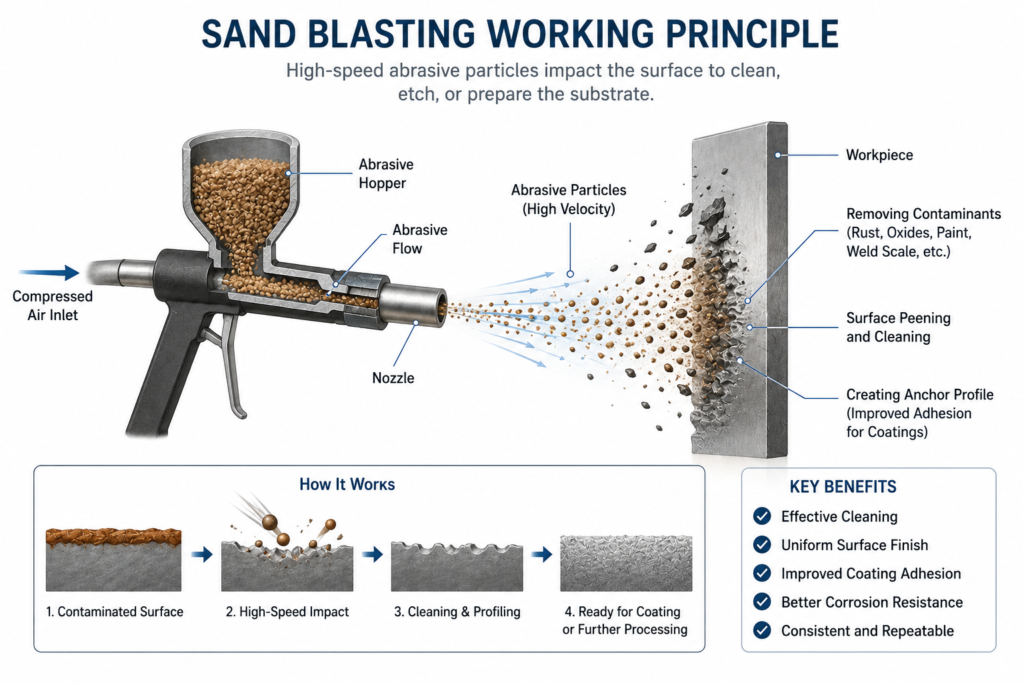
Sandblasting relies on the high-speed impact of abrasive particles on the metal surface.
Compressed air accelerates abrasive media through the blasting nozzle. When the particles strike the workpiece at controlled speed, angle, and flow rate, they remove loose oxides, minor burrs, surface contamination, and uneven machining marks. At the same time, they create a more uniform micro-texture across the exposed surface.
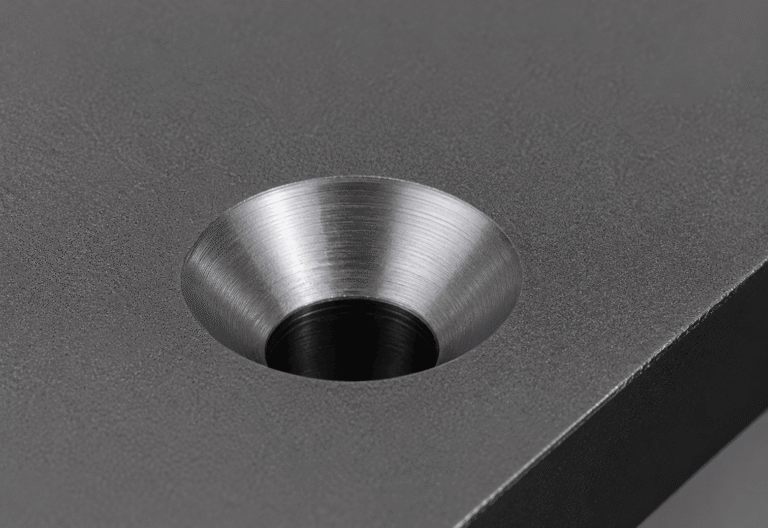
This texture can improve the mechanical bonding condition for powder coating, liquid paint, e-coating, and certain other finishes. For aluminum alloy and stainless steel parts, fine blasting can also reduce reflectivity and visually soften light tool marks or minor scratches, creating a cleaner matte-metal appearance.
3. What Manufacturing Problems Can Sandblasting Address?
Sandblasting is commonly used to:
- Remove rust, oxide scale, welding oxidation, and heat-tint discoloration
- Remove light burrs after stamping, bending, welding, or machining
- Soften visible CNC tool marks, minor scratches, and surface color variation
- Improve the consistency of parts before powder coating, painting, or e-coating
- Create a uniform matte base before anodizing aluminum components
- Reduce unwanted reflectivity on industrial and cosmetic metal parts
- Improve appearance consistency between parts and production batches
Sandblasting is not a substitute for grinding, straightening, welding repair, polishing, or machining correction. Deep scratches, dents, weld pits, severe weld spatter, deformation, and obvious tool damage should be repaired before blasting.
4. Common Sandblasting Abrasives and Applications
| Abrasive Media | Typical Surface Effect | Common Materials | Typical Application |
|---|---|---|---|
| Glass Beads | Fine, smooth, uniform matte finish | Aluminum, stainless steel, copper alloys | Cosmetic finishing and light tool-mark reduction |
| Brown Corundum | Strong cutting action and relatively rough texture | Carbon steel, castings, welded parts | Rust removal, oxide-scale removal, powder-coating preparation |
| White Corundum | Sharp particles, high cleanliness, controlled cutting effect | Aluminum, stainless steel, precision parts | Fine cleaning and high-standard surface preparation |
| Ceramic Abrasive | Uniform texture and long media life | Aluminum, stainless steel, cosmetic parts | Stable fine-matte finishes |
| Plastic Abrasive | Mild impact with lower risk of substrate damage | Soft metals, delicate components, plastic-metal assemblies | Deburring and coating removal |
For aluminum alloy parts, glass beads and ceramic media are commonly selected for a refined and uniform matte appearance. For steel structures, welded components, and powder-coated parts, brown corundum is more suitable where oxide removal and stronger surface preparation are required.

5. Standard Sandblasting Process Flow
① Incoming Inspection → ② Degreasing / Cleaning → ③ Mechanical Repair → ④ Sandblasting → ⑤ Air Blow-Off or Cleaning → ⑥ Visual Inspection → ⑦ Subsequent Finishing or Packaging
For workpieces that will be powder coated, e-coated, painted, or anodized, the time between sandblasting and the next process should be controlled to prevent secondary oxidation, handling contamination, or dust residue.
For welded components, weld spatter, slag, excessive weld beads, and major heat discoloration should be addressed before blasting. Sandblasting may clean a weld area, but it cannot correct poor weld formation or structural welding defects.
6. Key Parameters Affecting Sandblasting Results
- Abrasive Type and Size
Sharper media generally have stronger cutting action. Larger particle sizes create a more obvious texture and usually higher surface roughness. Fine glass beads are often used for cosmetic parts, while coarser corundum is more suitable for industrial pretreatment.
- Blasting Pressure
Insufficient pressure may result in poor cleaning efficiency and inconsistent texture. Excessive pressure can cause over-roughening, local whitening on aluminum, edge erosion, or deformation of thin sheet-metal parts.
- Nozzle Distance and Angle
A nozzle held too close can create localized over-blasting, uneven color, or excessive roughness. Too great a distance reduces efficiency and consistency. Stable working distance, movement speed, and spraying angle are essential for repeatable results.
- Blasting Time and Nozzle Movement
The nozzle should move continuously in an overlapping and controlled pattern. For larger sheet-metal panels, blasting direction, fixture shadows, and part orientation can all affect surface consistency.
- Material and Initial Surface Condition
The same abrasive media may produce very different visual results on AL5052, 6061 aluminum, 304 stainless steel, SPCC steel, or copper alloys. Material batches, rolling marks, welding heat-affected zones, and the depth of CNC tool marks can all influence the final appearance.
7. Surface Finish and Roughness After Sandblasting
A properly blasted surface usually presents a uniform matte appearance, fine granular texture, or soft metallic sheen. Surface roughness should be selected according to functional requirements rather than simply pursuing the roughest possible finish.
A rougher blasted surface may improve the mechanical anchoring condition for certain coatings, but it can also increase cleaning difficulty, reduce stain resistance, and affect sealing surfaces, electrical contact areas, precision mating surfaces, and marking zones.
Areas requiring sealing, laser marking, silk screening, film application, electrical conductivity, dimensional fitting, or smooth sliding contact should normally be masked or protected before blasting.

8. Design and Manufacturing Considerations
During product design, clearly define which areas require blasting and which areas must be protected. Threads, precision mating surfaces, electrical contact points, sealing faces, sliding surfaces, shaft holes, locating holes, and assembly datum surfaces are generally not recommended for direct sandblasting.
For thin sheet-metal parts, long bent components, and large panels, the fixture and holding method must be evaluated carefully. Poor support may lead to deformation, handling marks, or fixture-shadow areas during blasting.
For welded structures, verify weld quality before sandblasting. Porosity, undercut, incomplete fusion, excessive weld beads, and major spatter cannot be corrected through blasting; they must be controlled during welding and grinding.
For production orders with strict cosmetic consistency requirements, the material grade, incoming surface condition, abrasive type, particle size, blasting parameters, fixture method, and approved visual sample should be controlled and recorded. This helps reduce batch-to-batch differences in color, texture, and overall appearance.
FAQ
Sandblasting is highly versatile and primarily used for metals such as aluminum alloys, stainless steel, carbon steel, and copper. It can also be adapted for certain engineering plastics and ceramics depending on the abrasive media used.
While sandblasting removes a microscopic layer of oxide or micro-burrs, choosing fine abrasive media (like glass beads) and controlling the pressure ensures that critical dimensional tolerances are strictly maintained without damaging the part geometry.
Sandblasting creates an excellent mechanical micro-texture that significantly improves coating anchoring. However, for high-corrosion environments, combining sandblasting with chemical surface passivation or conversion coatings yields the best long-term durability.
Sandblasting focuses mainly on cleaning, surface preparation, and cosmetic matte finishes. Shot peening uses round media (like steel shot) explicitly to introduce compressive residual stress into the metal surface, enhancing its fatigue and crack resistance.
Sandblasting is excellent for blending out light tool marks, micro-scratches, and fine, loose burrs to create a completely uniform cosmetic look. However, it cannot flatten deep CNC machining gouges or remove heavy structural burrs without altering critical dimensional tolerances. For precision CNC parts, heavy burrs must be mechanically deburred via tumbling or grinding prior to the final sandblasting finish.