1. What Is Automatic Lathe Machining?
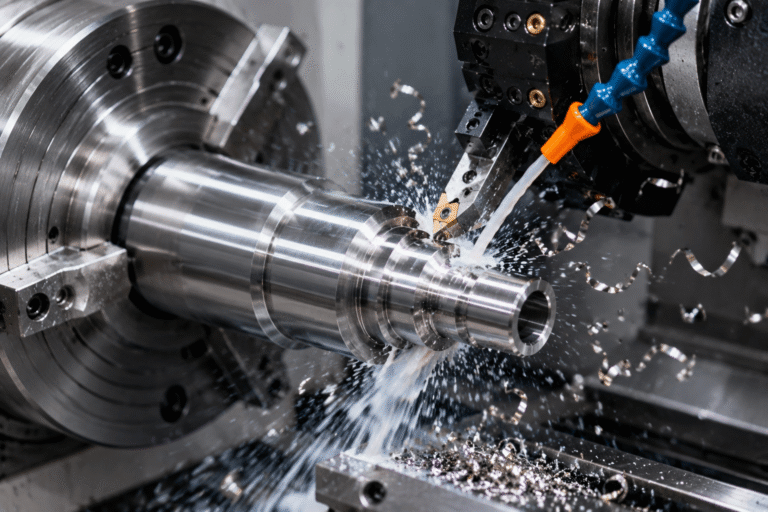
Automatic lathe machining is a turning process in which bar stock or small metal blanks are rotated by a spindle while cutting tools remove material in a fixed sequence.
Common industry terms include Automatic Lathe, Cam Automatic Lathe, Automatic Screw Machine, Automatic Lathe Machining, and Precision Turned Parts. In many purchasing documents, similar parts may also be described as screw machined parts, custom turned parts, or high-volume turned components.
From a part geometry perspective, automatic lathes are mainly used for rotational components. If most features of a part are formed around a center axis, such as outside diameters, inner holes, shoulders, grooves, chamfers, end faces, threads, or knurling, the part may be suitable for automatic lathe machining.
2. How Automatic Lathe Machining Works
The working process of an automatic lathe can be understood as a continuous production cycle. Bar stock is fed into the machining area, the collet clamps the material, the spindle rotates the workpiece, and cutting tools move in a preset sequence to machine outside diameters, steps, holes, grooves, chamfers, or threads. After the machining cycle is completed, a cut-off tool separates the finished part from the bar stock.
A typical automatic lathe machining workflow includes:
| Process Stage | Main Content | Impact on Cost and Production |
|---|---|---|
| Drawing Review | Confirm dimensions, tolerances, material, surface finish, and annual demand | Determines whether the part is suitable for automatic lathe machining |
| Material Preparation | Select brass, aluminum, stainless steel, carbon steel, or free-cutting steel bar stock | Affects tool life, cycle time, and surface quality |
| Tooling and Collet Setup | Prepare turning tools, drills, grooving tools, taps, and cut-off tools | Affects setup time and production stability |
| Machine Setup and Trial Cut | Adjust feed length, tool position, cutting sequence, and cycle time | A major part of initial production cost |
| First Article Check | Inspect key dimensions, burrs, threads, and appearance | Confirms whether the part is ready for mass production |
| Batch Production | Continuous feeding and automatic cutting | Larger and more stable volume usually lowers unit cost |
| Post-Processing | Deburring, cleaning, anti-rust treatment, plating, passivation, anodizing, and packaging | Affects final assembly performance and appearance |
3. What Parts Can Be Made by Automatic Lathe?
Automatic lathes are best suited for small precision metal parts with clear axial features and stable production demand. They are widely used for connectors, conductive components, fasteners, adapters, shafts, terminals, bushings, sleeves, and small mechanical hardware. These components are often small in size but high in quantity, with clear requirements for length, outside diameter, hole diameter, thread quality, burr control, and dimensional consistency.
Common automatic lathe products include brass inserts, brass bushings, brass nuts, rivet studs, spacers, pins, shafts, contact pins, adapters, terminals, threaded sleeves, knurled parts, small stainless steel shafts, and aluminum turned components.
| Part Type | Common Materials | Typical Applications | Key Control Points |
|---|---|---|---|
| Brass Inserts, Bushings, Nuts | Brass, lead-free brass | Electronic assembly, conductive connection, plastic inserts | Thread quality, length, burrs, plating |
| Pins, Shafts, Small Axles | Carbon steel, stainless steel, free-cutting steel | Mechanical connection, rotation, positioning | Outside diameter, concentricity, chamfer, straightness |
| Spacers, Sleeves, Bushings | Brass, aluminum, stainless steel | Assembly spacing, positioning, structural support | ID/OD, wall thickness, end-face flatness |
| Threaded Sleeves, Adapters | Brass, stainless steel, carbon steel | Connectors, fittings, fastening components | Internal/external threads, sealing face, chamfer |
| Terminals, Contact Pins | Copper alloy, brass | Connectors, conductive terminals | Surface finish, conductivity, plating quality |
| Aluminum Turned Parts | 6061, 6063, 5052 and similar alloys | Appearance parts, lightweight components | Clamping marks, tool marks, anodizing surface |
Automatic lathe machining is not suitable for every small part. If a component has multiple side holes, eccentric holes, complex milled flats, thin-wall deep bores, long slender shafts, or irregular profiles, secondary machining may be required.

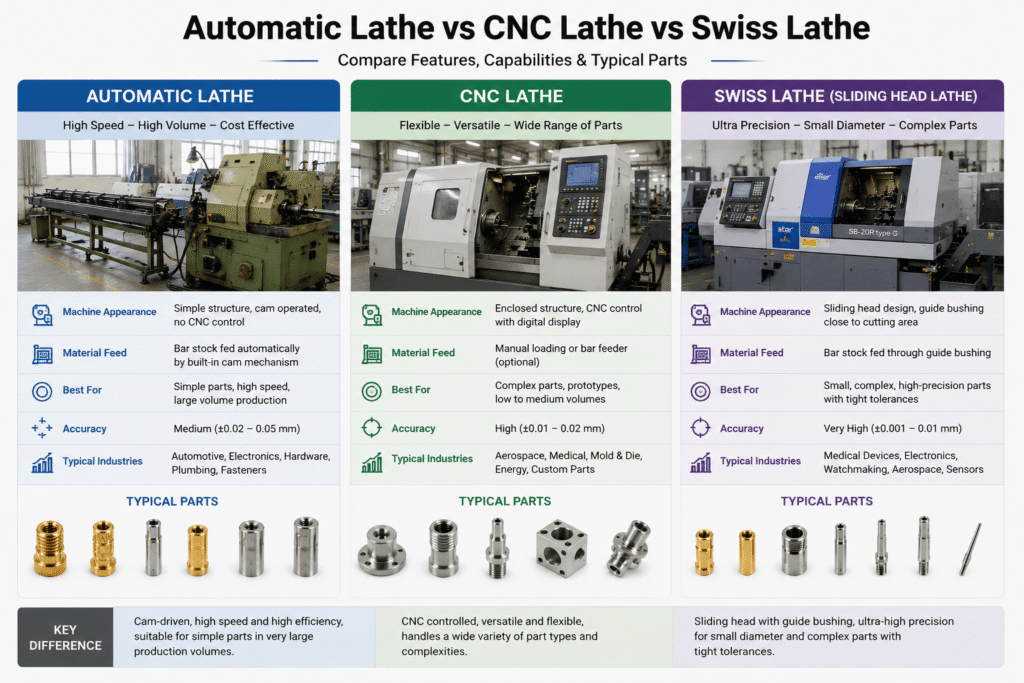
4. Automatic Lathe vs CNC Lathe vs Swiss Lathe
Automatic lathes, CNC lathes, and Swiss lathes are all turning machines, but their best applications are different. Automatic lathes are more suitable for mature parts with high-volume production and cost-sensitive requirements. CNC lathes are more flexible for prototypes, small-to-medium batches, and parts with frequent design changes. Swiss lathes are better for small-diameter, high-precision, long and slender components that require strong support near the cutting point.
| Comparison Item | Automatic Lathe | CNC Lathe | Swiss Lathe |
|---|---|---|---|
| Main Advantage | High volume, stable cycle time, low unit cost | Flexible programming and easier changeover | Suitable for slender, small-diameter precision parts |
| Typical Parts | Brass inserts, pins, sleeves, threaded parts, spacers | Prototypes, complex turned parts, medium-volume components | Precision shafts, long slender parts, small complex turned parts |
| Suitable Volume | Thousands to hundreds of thousands of pieces | Small to medium batches | Medium to high-volume precision small parts |
| Changeover | Longer setup time | More flexible changeover | Requires skilled setup |
| Cost Pattern | More cost-effective as volume increases | Relatively stable unit cost | Higher equipment and technical cost |
It is not accurate to simply say that CNC turning is always better or that automatic lathe machining is always cheaper. The correct process selection should be based on part geometry, quantity, material, tolerance, lead time, and post-processing requirements. For mature brass, aluminum, stainless steel, and small precision hardware parts, automatic lathes remain highly valuable for cost-effective mass production.
5. Materials, Tolerances and Surface Finishes
Automatic lathe machining capability must be evaluated together with material, tolerance, and surface finish requirements. The same part design may have very different manufacturing costs when made from brass, aluminum, stainless steel, or carbon steel. A ±0.02 mm tolerance also has different cost implications depending on whether it applies to a general length dimension, a functional outside diameter, a plated thread, or a press-fit feature.
| Item | Typical Mass Production Reference | Engineering Notes |
|---|---|---|
| Common Materials | Brass, aluminum alloy, free-cutting steel, carbon steel, stainless steel | Material machinability directly affects cycle time and tool life |
| Bar Stock Diameter | Approx. Ø2–Ø25 mm | Depends on machine size, collet range, and bar straightness |
| Typical Dimensional Tolerance | ±0.01 ~ ±0.03 mm | Reference range for normal mass production, not a guarantee for every feature |
| Surface Roughness | Ra 1.6–3.2 μm commonly achievable | Depends on material, tooling, speed, feed, coolant, and finishing |
| Common Operations | OD turning, drilling, chamfering, grooving, threading, cut-off | Side holes and milled features usually require secondary machining |
| Common Post-Treatments | Deburring, cleaning, anti-rust oil, nickel plating, zinc plating, passivation, anodizing | Post-treatment may affect final dimensions and appearance |
In automatic lathe projects, not every dimension should be specified as high precision. A more cost-effective approach is to use reasonable general tolerances for non-critical features and clearly define critical dimensions such as fitting diameters, inner holes, threads, concentricity, functional length, and end-face requirements.
Surface finishing also affects the final performance of automatic lathe parts. Nickel plating, zinc plating, passivation, anodizing, anti-rust oil, cleaning, and deburring may influence appearance, dimensions, thread smoothness, corrosion resistance, conductivity, and assembly performance.
Engineers should avoid sharp edges without chamfers, excessive deep holes, thin walls, extremely narrow grooves, insufficient thread relief, and unclear inspection references. Purchasing teams should clearly state whether dimensions are required before plating or after plating, because this directly affects machining allowance, inspection criteria, and final cost.
6. How to Choose an Automatic Lathe Parts Manufacturer
Purchasing teams should confirm whether the supplier can read 2D engineering drawings, identify critical dimensions, evaluate material machinability, explain which features increase cost, provide reasonable surface treatment suggestions, maintain batch consistency, and package parts according to anti-scratch, anti-mixing, and anti-oxidation requirements.
| Supplier Evaluation Item | What to Confirm | Why It Matters |
|---|---|---|
| Drawing Understanding | Ability to identify critical tolerances, mating dimensions, and thread requirements | Determines quotation accuracy |
| Process Evaluation | Ability to judge automatic lathe, CNC turning, or secondary machining routes | Affects cost and lead time |
| Material Experience | Familiarity with brass, aluminum, stainless steel, and carbon steel machining differences | Affects tool life and quality stability |
| Batch Production Capability | Ability to support thousands to hundreds of thousands of parts | Determines long-term supply reliability |
| Burr and Appearance Control | Deburring, cleaning, anti-rust, and packaging solutions | Affects assembly efficiency and customer experience |
| Surface Treatment Support | Nickel plating, zinc plating, passivation, anodizing, and related finishing | Affects final function and appearance |
| Quality Management | Process documents, inspection records, and abnormality handling | Supports customer audit and repeat orders |
For accurate quotation, customers should provide complete information, including 2D drawings, 3D files if available, material grade, surface treatment requirements, batch quantity, annual demand, application background, critical dimensions, appearance requirements, and packaging method.
7. What We Can Provide
Innoway Precision provides automatic lathe machining, CNC machining, metal stamping, sheet metal fabrication, assembly, and surface treatment support for precision metal components. For brass inserts, pins, sleeves, threaded spacers, bushings, stainless steel turned parts, aluminum turned parts, and custom precision turned components, we can evaluate material selection, process route, key dimensions, batch cost, and post-treatment risks based on customer drawings. Our goal is to help customers reduce unnecessary development costs and improve mass production stability.
FAQ
1. What is automatic lathe machining?
Automatic lathe machining is a turning process that uses automatic feeding, clamping, cutting, drilling, threading, and cut-off operations to mass-produce small rotational metal parts such as precision turned components and hardware parts.
2. What parts can be made by automatic lathe?
Automatic lathes can produce brass inserts, pins, sleeves, spacers, threaded parts, terminals, connectors, shafts, bushings, and other small turned metal components, especially when the part design is stable and production volume is high.
3. What is the difference between an automatic lathe and a CNC lathe?
An automatic lathe is more suitable for mature high-volume parts with stable geometry, while a CNC lathe is more flexible for prototypes, small-to-medium batches, and parts with frequent design changes.
4. What tolerance can automatic lathe machining achieve?
In normal mass production, automatic lathe machining often achieves around ±0.01 ~ ±0.03 mm depending on material, part structure, tooling, machine condition, inspection method, and drawing requirements.
5. Can automatic lathes machine stainless steel?
Yes. Stainless steel can be machined by automatic lathes, but tool wear, work hardening, burr formation, and surface quality must be carefully evaluated during quotation and process planning.
6. How do I choose an automatic lathe parts manufacturer?
Choose a supplier that can understand drawings, tolerances, materials, batch requirements, burr control, surface treatment, inspection, and packaging requirements, rather than selecting only by the lowest unit price.