1. What Is E-coating?
Electrophoretic Coating, commonly known as E-coat or EDP, is a water-based coating process that uses direct current to deposit charged paint particles onto conductive metal parts.
It is widely used for stamped brackets, sheet-metal components, welded assemblies, automotive parts, appliance structures, electrical enclosures, and industrial equipment. Compared with conventional spray coating, E-coat provides more consistent coverage on edges, inner corners, holes, recessed areas, and selected internal surfaces.
E-coating can be understood as a process in which a conductive metal part is immersed in a water-based paint bath and connected to a DC power source. Once power is applied, charged resin and pigment particles move toward the part and deposit on its surface. The coated part is then baked to cure the film into a durable protective layer.
The most widely used industrial system is cathodic electrocoating:
- The workpiece is connected as the cathode;
- The anode system is connected to the positive terminal;
- Paint particles carry a positive charge;
- Charged particles migrate toward the metal workpiece;
- A continuous coating film is deposited;
- The coating is baked and crosslinked into a protective finish.
Unlike conventional dip coating, E-coat is electrically driven. This gives it better film uniformity, stronger coverage in complex shapes, and better batch consistency.
2. E-coating Principle
During cathodic electrocoating, the metal part is immersed in the coating bath and connected to the negative terminal of a DC power supply.
Positively charged resin and pigment particles migrate toward the part and deposit on the conductive surface. As the coating film builds, electrical resistance increases, which gradually slows further deposition.
This creates a partial self-limiting effect that helps control film thickness and improve production consistency.
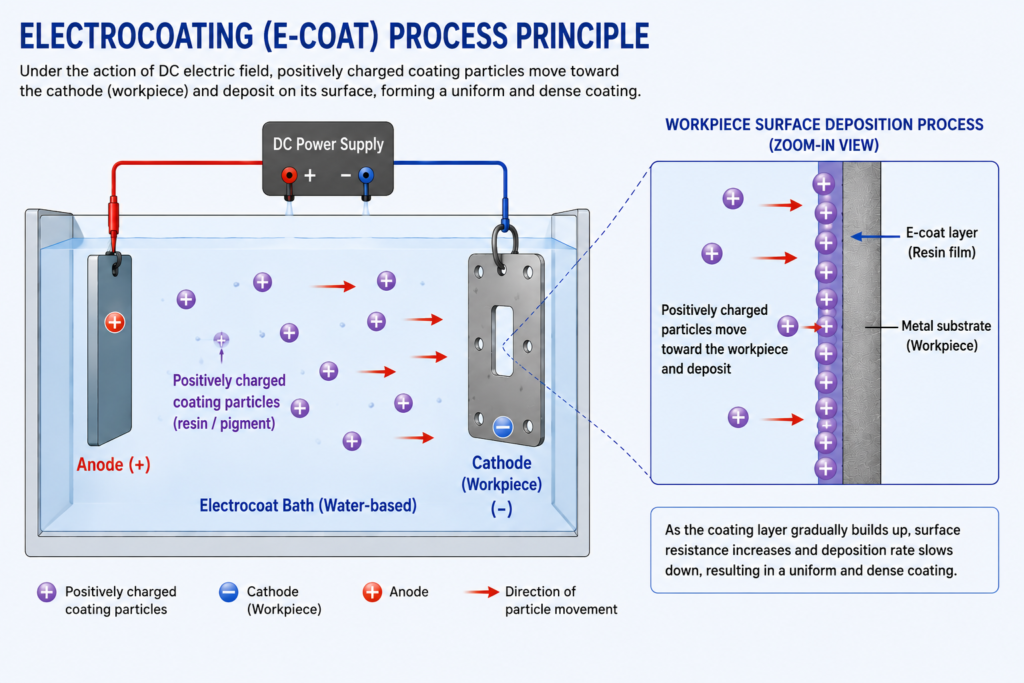
The simplest explanation is: The simplest explanation is: The electrical field helps coating particles reach areas that are difficult to coat evenly by spray, such as recesses, holes, corners, and complex stamped features.
3. E-coating Process Flow
Process Flow Chart
Incoming Inspection → Racking → Degreasing → Water Rinse → Surface Conditioning / Conversion Coating → DI Water Rinse → E-coating → Ultrafiltrate Rinse → DI Water Rinse → Oven Curing → Cooling → Inspection and Packaging
(1) Incoming Inspection and Racking
Material type, weld condition, rust, oil contamination, surface defects, and rack contact locations must be checked before coating.
The rack must provide stable electrical contact. Poor racking can cause thin coating, uncoated areas, unstable film thickness, or electrical burning. Rack marks should be located in approved non-cosmetic areas whenever possible.
(2) Degreasing
Degreasing removes stamping oil, machining oil, welding residue, fingerprints, dust, and other contamination.
Poor degreasing can result in poor adhesion, craters, pinholes, blistering, and reduced corrosion resistance.
(3) Water Rinsing
Rinsing removes chemical residues from the previous process step and prevents drag-in contamination between tanks.
Multi-stage rinsing and deionized-water rinsing are especially important for high-corrosion-resistance, high-cleanliness, or cosmetic parts.
(4) Surface Conditioning and Conversion Coating
Surface conditioning improves surface uniformity before conversion treatment.
Conversion coating creates a chemical layer on the metal surface that improves coating adhesion and corrosion resistance. Steel parts may use phosphate systems, while zirconium-, silane-, or other low-phosphate systems are also used where environmental requirements are higher.
(5) E-coating
The part is immersed in the E-coat bath and coated under controlled voltage, time, temperature, and bath conditions.
This stage determines the coating build, film uniformity, throwing power, edge condition, and basic corrosion protection.
(6) Ultrafiltrate Recovery and Rinsing
After coating, the part carries residual paint bath liquid. Ultrafiltrate recovery and multi-stage rinsing help recover usable coating material, reduce waste, and keep the part surface clean.
(7) Oven Curing
The rinsed part enters an oven where moisture is removed and the resin crosslinks to form the final film.
Insufficient curing can reduce hardness, adhesion, solvent resistance, and corrosion performance. Over-curing may lead to yellowing, brittleness, gloss variation, or unnecessary energy consumption.
(8) Inspection and Packaging
Typical inspection items include:
- Film thickness;
- Surface appearance, runs, particles, pinholes, and craters;
- Adhesion;
- Hardness;
- Cure condition;
- Salt spray resistance;
- Humidity resistance;
- Bend, impact, or scratch resistance;
- Packaging protection against rubbing and impact damage.
4. Key Control Parameters
| Control Item | Main Control Focus | Effect on Product Quality |
|---|---|---|
| Voltage | Voltage level and ramp profile | Controls deposition rate, film build, throwing power, and edge condition |
| Coating Time | Immersion and energizing time | Too short may cause low film build; too long may increase film thickness |
| Bath Temperature | Maintain stable process temperature | Affects bath stability, deposition efficiency, and appearance |
| Bath pH | Controlled by paint chemistry | Influences resin stability, deposition behavior, and film quality |
| Solids Content | Resin, pigment, and additive balance | Affects film build, hiding power, leveling, and bath stability |
| Conductivity | Ionic concentration control | Influences current response, deposition rate, and process stability |
| Ultrafiltrate Condition | Recovery liquid cleanliness and efficiency | Affects rinse quality, material recovery, and surface cleanliness |
| Film Thickness | Commonly around 15–35 μm | Influences corrosion resistance, dimensional fit, cost, and appearance |
| Oven Cure | Based on actual metal temperature | Determines crosslinking, hardness, adhesion, and durability |
Actual parameters must be defined according to the coating supplier’s technical data, substrate type, product geometry, customer requirements, and performance specifications.
5. Technical Advantages of E-coating
5.1 Uniform Coverage on Complex Parts
Because E-coat is electrically deposited, it can provide reliable coverage on stamped bends, holes, recessed areas, weld seams, corners, and difficult-to-spray features.
5.2 Strong Corrosion Protection
Cathodic epoxy E-coat is widely used as a corrosion-resistant primer. When combined with proper pretreatment, suitable film thickness, and complete curing, it can significantly improve resistance to humidity, salt spray, and chemical exposure.
5.3 Strong Adhesion
With suitable cleaning and conversion coating, E-coat bonds well to metal substrates and provides a stable base for powder coating or liquid topcoat systems.
5.4 Good Batch Consistency
E-coating is highly suitable for automated production. Stable voltage, time, temperature, bath condition, and curing control can provide consistent film thickness and appearance across large production batches.
5.5 High Material Utilization
Residual coating material carried out of the tank can be recovered through ultrafiltration systems, reducing overspray losses compared with conventional spray coating.
5.6 Environmental and Automation Benefits
Modern E-coat systems are commonly water-based and can reduce solvent usage and VOC pressure. The enclosed and automated process also supports stable quality control in continuous production.
6. Limitations and Engineering Considerations
E-coating is not suitable for every product. Engineers should consider the following:
- The part must be electrically conductive; plastics, wood, and rubber cannot be directly E-coated.
- Pretreatment quality is critical. Poor degreasing, rust removal, or conversion coating can cause adhesion loss, blistering, and corrosion failure.
- E-coat is often best used as a corrosion-resistant primer or a black/gray functional finish. High-gloss, decorative metallic, or complex color finishes may require an additional topcoat.
- Product geometry should avoid sealed cavities, liquid traps, and air pockets. Drain holes, vent holes, and suitable hanging angles may be required.
- Rack contact areas may not be fully coated and should be defined in cosmetic or drawing requirements.
- E-coat lines require investment in bath management, ultrafiltration, anode systems, wastewater treatment, and process monitoring. They are generally more suitable for medium- to high-volume production.
- For precision parts, coating thickness must be considered for holes, threads, press-fit features, and assembly clearances.
Summary
E-coating is a metal finishing process built around uniform coverage, reliable corrosion protection, strong adhesion, and automated production capability.
For stamped parts, sheet-metal components, welded assemblies, automotive parts, appliance structures, and complex metal brackets, E-coat provides dependable protection across both visible and difficult-to-reach areas. Stable E-coat quality depends not only on the coating bath, but also on pretreatment, racking conductivity, bath control, rinse recovery, and oven curing.