What is Electrostatic Powder Coating?
Electrostatic Powder Coating, commonly referred to as “Powder Baking” or “Plastic Spraying” within the manufacturing sector, is a premium surface finishing technology. It utilizes the principle of high-voltage electrostatic fields to attract dry, solid powder coatings onto grounded conductive metal substrates. The parts are then subjected to high-temperature baking and curing, where the powder melts, levels, and cross-links into a high-strength, weather-resistant, and aesthetically superior protective hard shell.
Compared to traditional liquid baking paint, powder coating offers remarkable mechanical properties, superior corrosion resistance, and zero volatile organic compounds (VOCs) emissions, making it a cornerstone process in modern precision manufacturing.
1. Core Physical and Chemical Principles
Powder coating relies on two fundamental industrial mechanisms rather than simple mechanical adhesion:
- Electrostatic Attraction Mechanism (Coulomb’s Law): A corona discharge needle at the front of the spray gun generates a high DC voltage of 60kV to 90 kV, ionizing the surrounding air. Driven by compressed air, the solid powder particles pass through the nozzle and acquire a negative charge through collisions. Under Coulombic attraction, the negatively charged powder travels uniformly along the electric field lines toward the grounded (positive) metal workpiece, depositing into an even, uncured powder layer.
- High-Temperature Cross-linking Curing Mechanism: Once inside the curing oven, the powder rapidly melts and levels as it reaches its melting point. Subsequently, under the catalysis of curing agents, the resin molecules undergo an irreversible chemical cross-linking reaction. This transforms the molecular structure from a linear chain into a dense, 3D network polymer structure, providing excellent impact resistance and anti-corrosive properties.
2. Standardized Process Flow for Industrial Powder Coating
A common industry maxim states: “Success is 30% spraying and 70% pre-treatment.” The stability of powder coating depends heavily on rigorous pre-treatment. The standard assembly line process sequence is defined below:
- Degreasing: Eliminates residual anti-rust oils, stamping oils, and cutting fluids from the metal fabrication phase via chemical alkaline washing or surfactants.
- Rinsing & Pure Water Rinsing: Utilizes multi-stage overflow rinsing, ending with a pure water rinse (conductivity < 200 μs/cm) to remove residual alkali completely, preventing future coating blistering.
- Surface Conditioning & Phosphating/Silanization: Zinc-system or iron-system phosphating is applied to steel parts, while chromating or eco-friendly silanization is applied to aluminum parts to generate a dense, microscopic conversion coating.
- Dehydration Drying: Workpieces enter a drying tunnel at 110℃ to 130℃ to completely evaporate moisture trapped in seams, preventing pinholes caused by water vapor during baking.
- Electrostatic Powder Spraying: Technical parameters are tightly controlled—gun voltage at 60 ~ 80kV, air pressure at 0.15 ~ 0.25MPa, and spraying distance at 150 ~ 250mm to guarantee an even thickness.
- High-Temperature Curing (Baking): Parts enter the curing oven following specific resin curves (typically maintaining a Part Material Temperature of 180℃ to 200℃ for 15 to 20 minutes), followed by cooling and unloading.
3. Resin Material Classification and Selection Guide
Engineers must select the correct solid powder resin base depending on the end-use environment (indoor vs. outdoor, high salinity, etc.):
| Resin Base Type | Typical Curing Conditions | Core Technical Advantages | Typical Industrial Applications |
| Epoxy Resin Powder | 180℃ / 15 min | Exceptional adhesion, extreme chemical resistance, outstanding anti-corrosion properties, and high surface hardness. However, it has poor UV resistance and chalks/loses gloss easily outdoors. | Heavy-duty anti-corrosion pipelines, underground facilities, electrical insulation parts, internal mechanical structures. |
| Pure Polyester Powder (TGIC / Primid) | 200℃ / 10-15 min | Superb weatherability and UV resistance. Resists fading, chalking, and discoloration under long-term outdoor exposure, retaining excellent gloss. | Architectural aluminum profiles, outdoor server enclosures, automotive wheels, outdoor fencing, sheet metal stamping components. |
| Epoxy/Polyester Hybrid Powder | 180℃–190℃ / 15 min | Combines the mechanical and anti-corrosive strength of epoxy with the heat resistance and anti-yellowing properties of polyester. Highly cost-effective but primarily for indoor use. | Server chassis enclosures, office furniture, home appliances (refrigerators/microwaves), electronic instruments. |
4. Quality Control Indicators and International Test Standards
High-tier manufacturing engineering specifications (such as Qualicoat or AAMA standards) require coated parts to clear rigorous quantitative testing:
| Quality Indicator | Standard Control Target | Test Method (ISO / ASTM) | Technical Insights & Tolerances |
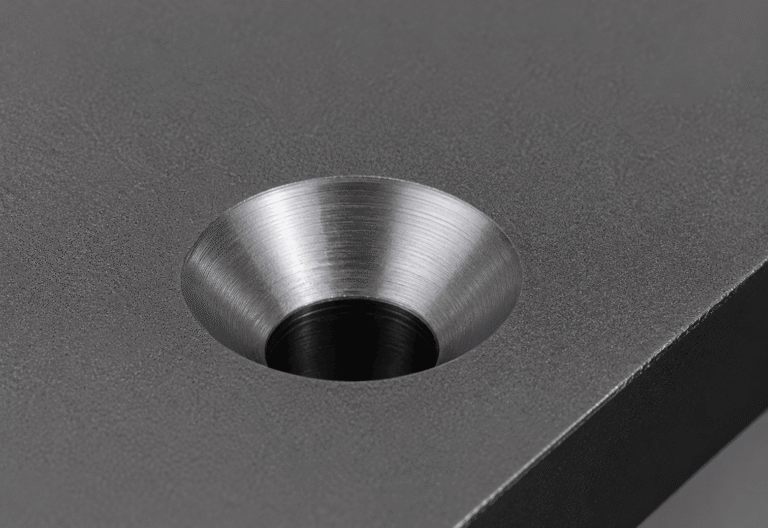
| Coating Thickness | Standard: 60 – 90 μm Heavy-duty: 100 – 150 μm | ISO 2178 / ASTM D7091 Magnetic / Eddy Current Gauge | Powder coating thickness is significantly higher than liquid paint. Thickness <50 μm causes substrate exposure or sand texture defects; >150 μm triggers heavy orange peel, sagging, and compromises assembly dimensions. |
| Cross-Cut Adhesion | Class 0 (Gt0) | ISO 2409 / ASTM D3359 Cross-hatch test with 3M 610 tape | 100 squares are cut into the coating. After tape pull, the edges of the cuts must remain completely smooth with zero lattice peeling. Failing this index guarantees field peeling. |
| Pencil Hardness | ≥ 2H – 3H | ISO 15184 / ASTM D3363 Scratch test with 500g/1kg load | Determines scratch resistance during transit and assembly. If hardness fails, engineers must evaluate whether the oven reached the valid curing temperature. |
| Impact Resistance | Direct & Reverse: ≥ 50 kg·cm | ISO 6272 / ASTM D2794 Falling weight impact test | A 1kg weight drops from 50cm onto the coating. The deformed metal surface must remain free of cracks, fissures, or peeling. |
| Salt Spray Resistance | Indoor: ≥ 240 hrs Outdoor: ≥ 500 ~ 1000 hrs | ISO 9227 / ASTM B117 Neutral Salt Spray Test (NSS) | Single-side corrosion creep from a scribe line must be ≤ 1 mm with zero blistering. This index relies heavily on the quality of the pre-treatment conversion coating. |
5. Troubleshooting: Common Powder Defects and Root Causes
When quality issues arise on the shop floor, engineers can perform rapid diagnostics using this checklist:
- Severe Orange Peel (Uneven, bumpy surface texture):
- Root Causes: ① Excessive powder output or coarse powder particles; ② Slow oven heating ramp rate, causing the powder to begin cross-linking before it can fully melt and level; ③ Excessive coating thickness.
- Pinholes and Volcanic Craters:
- Root Causes: ① Micro-porosity or sand holes in the metal substrate (highly common in cast or die-cast aluminum), where trapped air expands and punctures the film during baking; ② Incomplete drying during pre-treatment; ③ Contamination of the powder by liquid oils or water vapor.
- Peeling / Poor Adhesion:
- Root Causes: ① Insufficient baking temperature or inadequate holding time inside the curing oven (undercuring); ② Inadequate pre-treatment leaving oils, residues, or heavy rust on the metal surface. Engineers must use a furnace profiling tracker to log the actual Part Material Temperature (PMT) rather than relying solely on control panel gauges.
- Faraday Cage Effect / Electrostatic Rejection (Poor powder wrap-around or arcing):
- Root Causes: Excessive gun voltage or a powder layer that is already too thick. This builds up a local charge that repels subsequent powder. Lower the gun voltage to around 60kV or adjust the spraying distance.