Anodizing Process
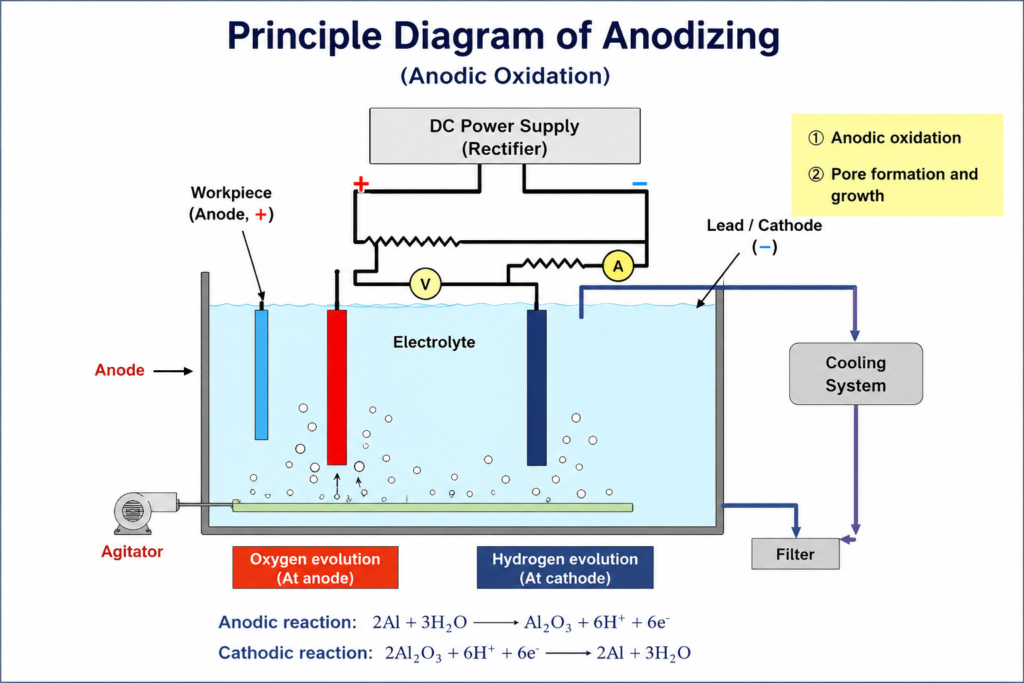
Anodizing is mainly used for aluminum and aluminum alloys. Through an electrochemical process, a controlled aluminum oxide layer (Al₂O₃) is formed on the surface of the part. This oxide layer is firmly bonded to the base material and improves corrosion resistance, wear resistance, insulation performance, and decorative appearance.
Anodizing is widely used for consumer electronics housings, automotive components, architectural aluminum, lighting parts, heat sinks, optical instruments, and various CNC-machined aluminum parts.
1. Anodizing Process Flow
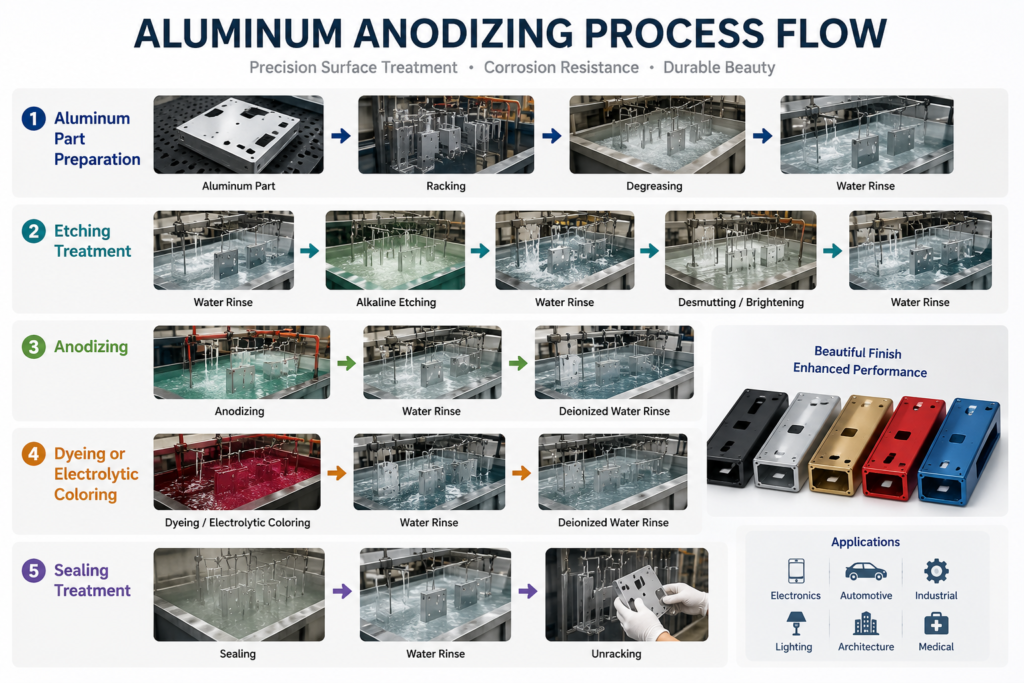
A typical anodizing process is:
(1) Aluminum Part Preparation: Aluminum Part → Racking → Degreasing → Water Rinse;
(2) Etching Treatment: Water Rinse → Alkaline Etching → Water Rinse → Desmutting / Brightening → Water Rinse;
(3) Anodizing: Anodizing → Water Rinse → Deionized Water Rinse;
(4) Dyeing or Electrolytic Coloring: Dyeing / Electrolytic Coloring → Water Rinse → Deionized Water Rinse;
(5) Sealing Treatment: Sealing → Water Rinse → Unracking.
Key steps include:
- Degreasing: Removes machining oil, stamping oil, fingerprints, and contaminants.
- Etching Treatment: Improves surface uniformity and creates a matte or bright appearance.
- Anodizing: Forms the oxide layer and determines the basic coating thickness and performance.
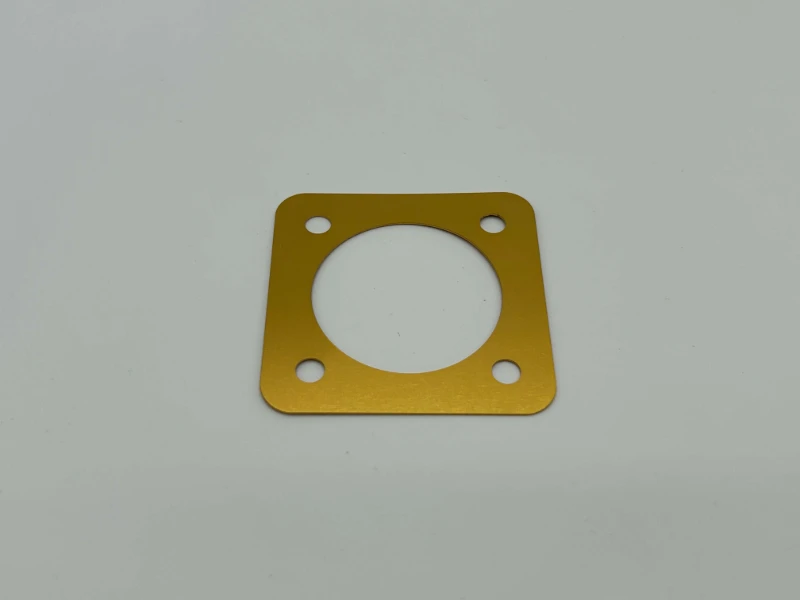
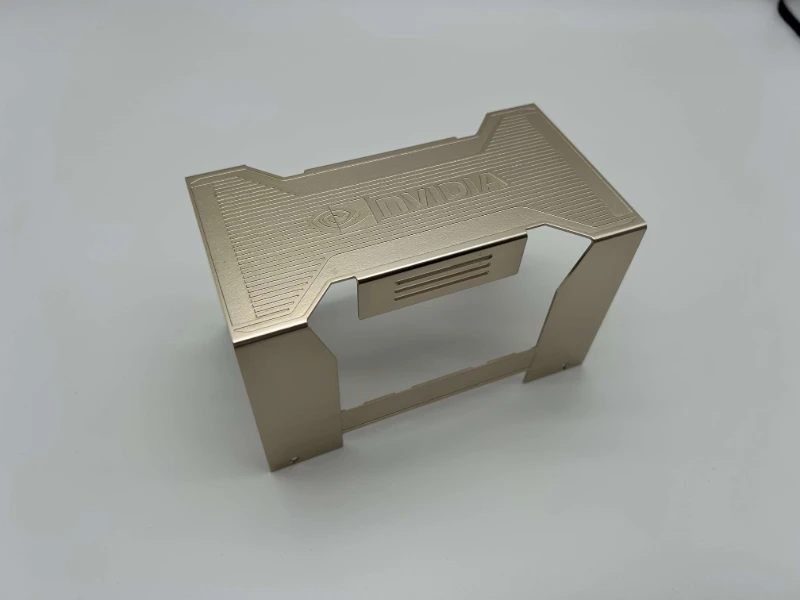
- Dyeing: Produces black, gold, blue, red, gray, and other color finishes.
- Sealing: Closes the pores of the anodic film to improve corrosion resistance and color stability.
2. Main Types of Anodizing
Standard Anodizing
Mainly used for decorative appearance, corrosion protection, and general wear resistance. The oxide film is transparent and can be dyed in different colors. It is commonly used for electronic housings, decorative hardware, and general structural parts.
Hard Anodizing
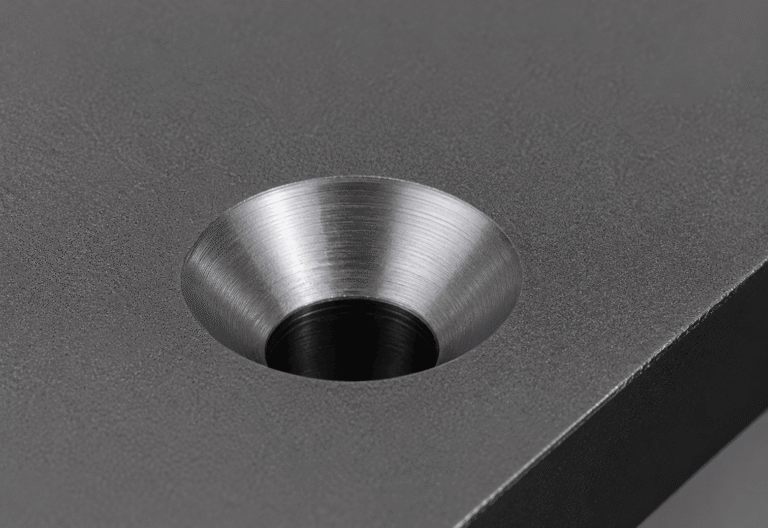
Produces a thicker and harder oxide layer with better wear resistance. The finish is usually dark gray, brown, or black-gray. It is commonly used for guide rails, cylinders, fixtures, sliding parts, and industrial mechanical components.
3. Key Anodizing Parameters
- Film Thickness
Standard anodizing is commonly around 5–20 μm. Hard anodizing is generally 25 μm or above. Film thickness directly affects corrosion resistance, wear resistance, color appearance, and dimensional changes.
- Hardness
Standard anodized coatings typically reach about HV250–500. Hard anodized coatings can achieve higher hardness and are more suitable for wear-resistant applications.
- Current Density
A common operating range is approximately 1–2 A/dm². Hard anodizing usually uses a higher current density. Excessive current may cause edge burning, rough surfaces, or color variation.
- Bath Temperature
Standard sulfuric anodizing is commonly controlled at 18–22°C. Hard anodizing usually requires a lower temperature of around 0–5°C to improve coating hardness and reduce film dissolution.
4. Advantages and Key Considerations
Anodizing provides a durable metallic finish with a wide range of color options. The oxide layer offers good hardness, wear resistance, corrosion protection, and stronger adhesion than conventional painted coatings.
However, anodizing quality depends heavily on alloy grade, surface preparation, racking position, film thickness control, dyeing, and sealing quality. For black finishes, bright surfaces, and cosmetic parts, it is important to confirm the material batch, approved color sample, coating thickness, and allowable rack-mark area in advance to avoid color variation, staining, or assembly fit issues.