1. What is Brushing
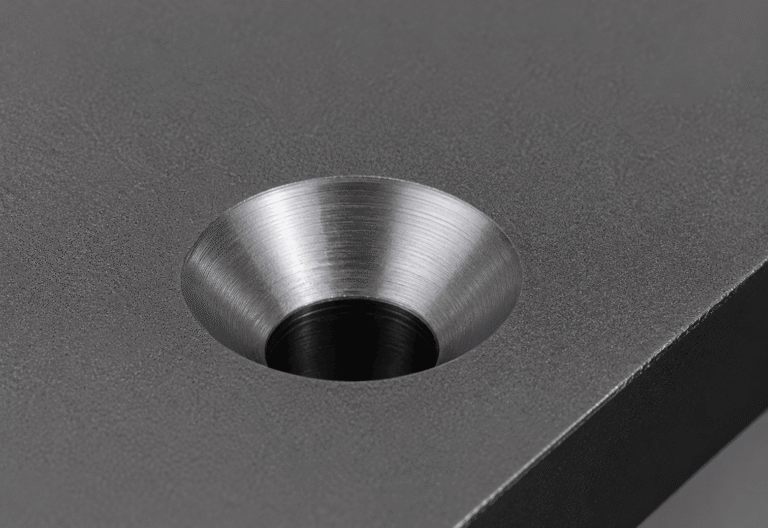
Metal surface brushing, also known as brushing or hairline finishing, is a mechanical surface treatment process. Abrasive belts, brushing wheels, nylon wheels, or non-woven wheels are used to create continuous and uniform linear textures along a defined direction on a metal surface.
In sheet metal fabrication, metal stamping, CNC machining, and decorative hardware manufacturing, brushing is mainly used to improve appearance consistency, reduce surface glare, soften the visibility of minor scratches, and create a refined metallic texture. It can also remove light edge burrs during processing. However, brushing is not a replacement for dedicated deburring when parts have heavy burrs, laser-cut dross, or torn stamping edges.
2. Suitable Materials and Typical Applications
Brushing is most commonly used on stainless steel. It is also suitable for aluminum alloys, brass, copper, and selected carbon steel appearance parts.
| Material | Typical Applications | Engineering Notes |
|---|---|---|
| 304 / 316 Stainless Steel | Equipment panels, cabinets, kitchen appliances, medical equipment housings | Prevent iron contamination, secondary scratches, and fingerprint marks |
| 430 Stainless Steel | Appliance trims and decorative panels | Consider corrosion resistance in humid environments |
| AL5052 / AL6061 | Consumer electronics housings, heat sinks, equipment panels | Can be followed by anodizing or clear protective coating |
| Brass / Copper | Nameplates, lighting parts, decorative components | Oxidizes easily; clear coating or passivation is usually recommended |
| SPCC / Cold-Rolled Steel | Industrial enclosures and furniture hardware | Requires painting, e-coating, or other corrosion protection after brushing |
Brushing is mainly an appearance and tactile finish. It should not be considered a process that improves the corrosion resistance of the base material. For high-humidity or salt-spray environments, the material grade and subsequent protective treatment should be selected according to the application.

3. Common Brushing Methods and Applications
| Brushing Method | Suitable Parts | Main Features |
| Abrasive Belt Brushing | Large flat panels, enclosures, doors | High efficiency, straight texture, suitable for batch production |
| Nylon Wheel / Non-Woven Wheel Brushing | Bent parts, irregular parts, edge transition areas | Softer texture; suitable for light burr removal and local scratch blending |
| Brushing Wheel Processing | Small stamped parts, hardware, local areas | Flexible and suitable for simple structures |
| Manual Brushing | Samples, small batches, rework | Flexible, but consistency depends heavily on the operator |
For large visible flat surfaces, abrasive belt brushing is usually the preferred method. Nylon wheels and non-woven wheels are more suitable for bent edges, radii, irregular geometries, and local blending.
4. Practical Process Flow and Key Control Points
For parts with good incoming surface quality and proper protection during stamping or bending, brushing can normally be performed directly:
Part Inspection → Brushing → Cleaning
Light edge burrs can be removed during brushing. Additional deburring, pre-grinding, weld dressing, or leveling is only required when parts have obvious burrs, deep scratches, weld marks, oxide scale, dents, or severe sheet distortion.
The main quality requirements for brushing are texture direction, texture consistency, surface gloss consistency, and proper protection after processing.
| Control Item | Engineering Requirement |
| Brushing Direction | Each visible surface should have one consistent direction; cross scratches are not acceptable |
| Texture Consistency | Texture depth, fineness, and gloss should remain similar within the same batch |
| Abrasive Belt / Wheel Condition | Replace worn abrasives in time to avoid color variation or local bright spots |
| Part Protection | Clean, apply protective film, and separate parts after brushing to prevent secondary scratches |
There is no single fixed setting for abrasive grit, pressure, speed, or feed rate that applies to every product. During project development, the target finish should first be confirmed by sample. The abrasive type, brushing direction, and equipment parameters can then be controlled for mass production.
FAQ
A brushed finish uses abrasives to create a directional, satin-like texture that hides fingerprints and minor scratches. In contrast, a polished finish aims for a mirror-like, highly reflective surface. While brushing results in a matte appearance with higher roughness, polishing delivers maximum smoothness and gloss.
No, mechanical brushing opens the micro-pores of the metal and does not improve corrosion resistance. For metals like aluminum and carbon steel, brushing can actually increase the risk of oxidation if left unsealed. Therefore, a subsequent protective treatment like anodizing, passivation, or clear coating is highly recommended.
In manufacturing, brushing wheels or belts typically operate at rotational speeds between 1500 and 2000 RPM. The optimal industry-standard brush pressure is generally maintained at 2 to 3 kg per square centimeter. To achieve a standard industrial or hardware texture, the surface roughness is specified at Ra 0.8 ~ 1.6μm.
While most ductile metals can be brushed, material hardness significantly affects the final texture quality. Harder alloys like AL6061 and stainless steel 304/316 cut cleanly to yield crisp, uniform linear lines. Conversely, softer or pure aluminum can be too gummy, which often clogs the abrasive belts and leads to smeared patterns.
The two most common texture types are linear (hairline) brushing and circular (rotary) brushing. Linear brushing creates long, continuous straight lines parallel to a single direction, making it ideal for appliance panels and enclosures. Circular brushing uses a rotary motion to form concentric circles, which dynamically catches light on high-end decorative hardware.
Brushing acts as excellent engineering camouflage by diffusing light reflections across its micro-grooves. This unique property makes fingerprints, smudges, dust, and minor daily wear scratches significantly less visible. Ultimately, it enhances the product’s durability and premium tactile feel throughout its entire lifespan.