1. What is Shot Peening?
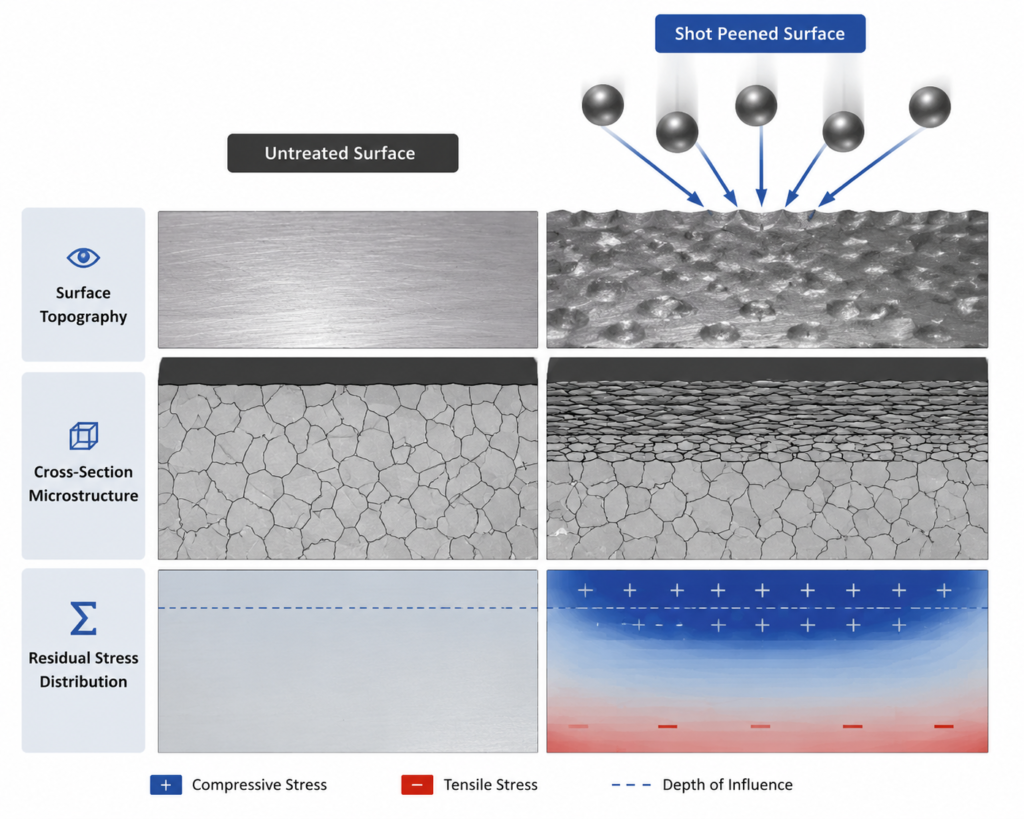
Shot peening is a cold-working surface strengthening process that uses high-speed spherical media to repeatedly impact the metal surface. It generates a controlled plastic deformation layer and a residual compressive stress layer on the surface of the part. This reduces the tendency of surface micro-cracks to propagate under cyclic loading, thereby improving fatigue performance, resistance to stress corrosion cracking, and localized wear resistance.
2. Working Principle of Shot Peening
After stamping, bending, machining, grinding, welding, or heat treatment, metal components may contain tensile stress, machining marks, grinding burns, or localized geometric stress concentration areas.
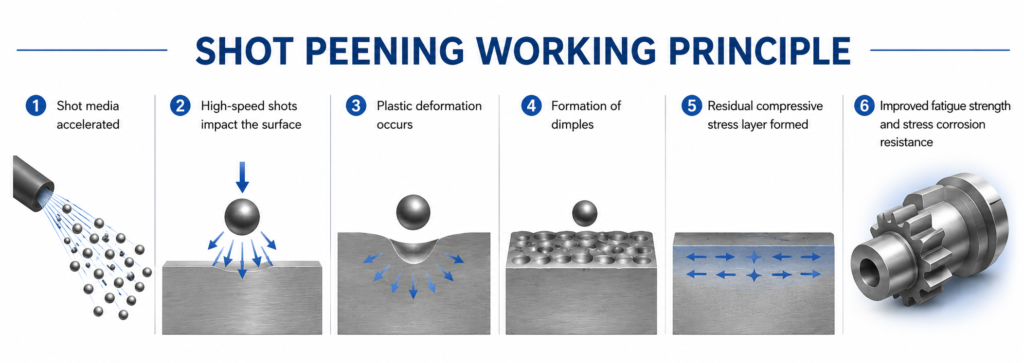
Shot peening uses controlled high-speed projectile impact on the surface to create uniform micro-indents, introducing a stable compressive residual stress layer at a certain depth beneath the surface.
This compressive stress layer counteracts tensile stress during service loading, thereby delaying crack initiation and propagation and extending fatigue life under cyclic loading.
In addition, shot peening can improve resistance to stress corrosion cracking and enhance localized wear stability.
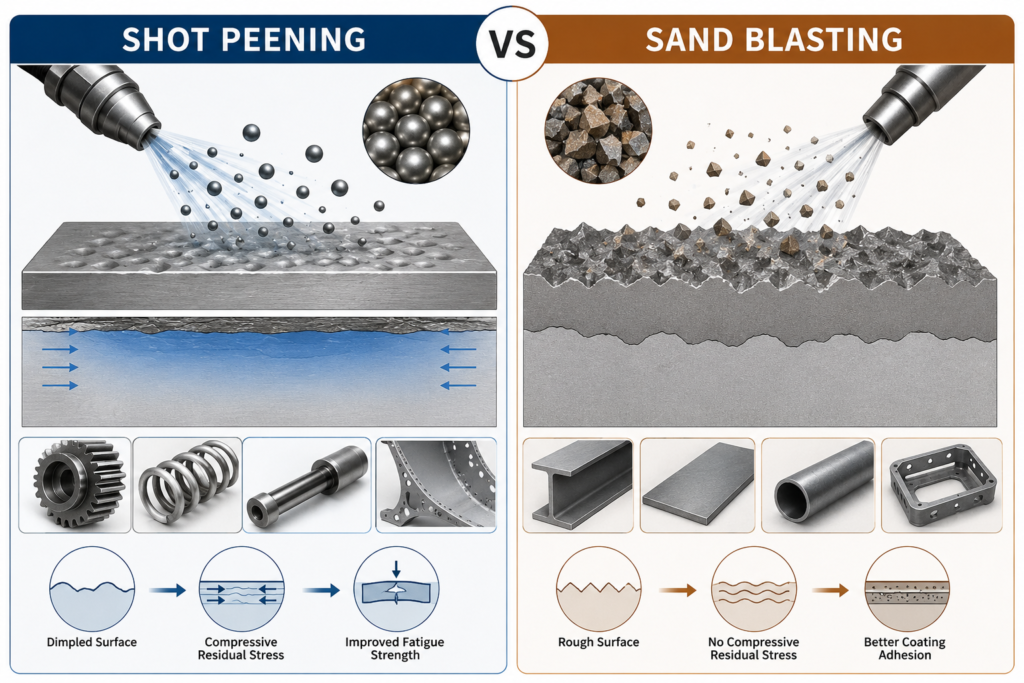
3. Comparison: Shot Peening vs Sand Blasting
Although shot peening and sand blasting appear similar in equipment structure, they differ fundamentally in process purpose, control logic, and their impact on part performance.
| Item | Shot Peening | Sand Blasting |
|---|---|---|
| Main Purpose | Surface strengthening, fatigue life improvement | Rust removal, cleaning, surface roughening, pre-treatment |
| Media Characteristics | Spherical, controlled-size media | Angular abrasives, mineral sand, or blasting media |
| Key Control Parameters | Peening intensity, coverage, media condition | Cleanliness, roughness, surface uniformity |
| Effect on Part Performance | Introduces compressive residual stress layer | No intentional residual stress strengthening |
| Typical Applications | Gear roots, springs, shafts, weld transitions, aerospace structures | Pre-coating cleaning, oxide removal, surface preparation |
Sand blasting is mainly used for surface cleaning and coating preparation. Its goal is to remove oxides, oil, or old coatings and create a surface profile suitable for coating adhesion.
Shot peening, in contrast, is a functional strengthening process, whose core mechanism is improving structural performance through residual compressive stress.
Therefore, the two processes are not interchangeable. Engineering selection must be based on functional requirements.
Shot peening can improve fatigue-related risks, but it is not suitable for all parts. Thin-walled components, precision mating surfaces, mirror-finish cosmetic surfaces, sealing surfaces, threaded precision zones, and unverified brittle high-hardness materials must be evaluated through testing or protected by masking.
Surface roughness typically increases after shot peening; therefore, it cannot replace polishing, pre-plating finishing, or high-grade cosmetic surface treatments.
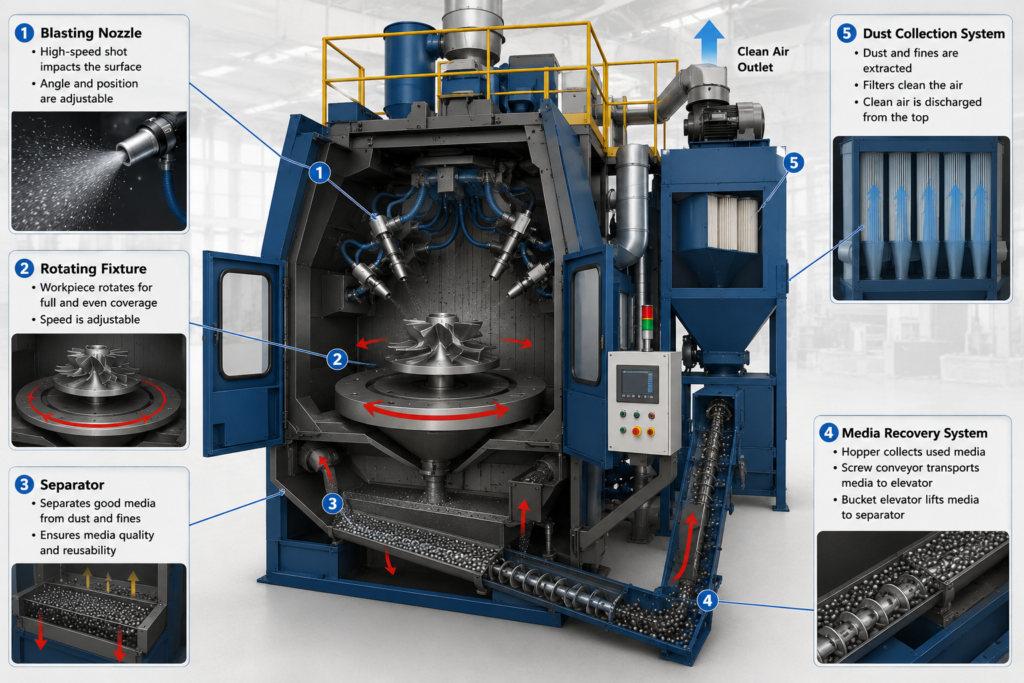
4. Shot Peening Process System: Equipment, Media, and Key Variables
A typical shot peening system consists of a peening machine, nozzle or wheel, media circulation system, classification unit, dust removal system, fixtures, and process inspection equipment.
Automated shot peening requires stable control of spray path, part rotation speed, spray distance, spray angle, media flow rate, and processing time to avoid local under-peening, over-peening, or shadowed areas.
Control Parameters
| Parameter | Function | Common Risks |
|---|---|---|
| Media Material & Hardness | Determines impact energy and contamination risk | Surface damage or foreign material contamination |
| Media Size & Roundness | Affects indentation size and depth | Drift in particle size causing inconsistency |
| Spray Pressure / Wheel Power | Controls impact velocity and intensity | Insufficient or excessive peening |
| Spray Distance & Angle | Affects coverage uniformity | Under-peened edges, holes, or roots |
| Media Flow & Time | Determines coverage consistency | Incomplete or excessive coverage |
| Fixture Positioning & Masking | Protects critical surfaces | Damage to mating surfaces or sealing areas |
Common media types include cast steel shot, cut wire shot, stainless steel shot, glass beads, and ceramic beads.
Media selection should be based on material type, hardness, surface cleanliness requirements, and downstream processes.
For example:
- Carbon steel or alloy structural parts: steel shot
- Stainless steel or aluminum parts: corrosion-safe media preferred
- Aerospace or high-spec parts: strict control of roundness, size distribution, and breakage rate
5. Typical Applications and Selection Principles
Shot peening is most suitable for components subjected to cyclic loading, stress concentration, or requiring improved fatigue stability. Examples include gear roots, torsion springs, leaf springs, shaft shoulders, splines, connecting rods, drive shafts, weld transitions, and high-strength fasteners.
Shot peening is not a “higher intensity is better” process. Excessive intensity, oversized media, or over-processing may lead to surface roughening, micro-cracks, deformation, or functional damage.
For high-hardness materials, thin-walled parts, sharp edges, and complex welded structures, process windows must be validated through sample testing.
For high-reliability applications, shot peening should be integrated into DFM, prototyping validation, and fatigue testing plans rather than being added at mass production stage.
FAQ
Shot peening is a cold-working surface treatment that fires spherical media at high speeds onto metal. It creates uniform micro-indents to induce a protective residual compressive stress layer. This mechanical alteration significantly prevents cracks and structural failure under service loads.
No, sand blasting is an abrasive cleaning process used to remove rust and prepare surfaces for coating. Conversely, shot peening is a precise modification technique meant to strengthen the metal infrastructure. Their engineering goals and final mechanical outcomes are completely different.
The main benefit is extending the fatigue life of metal components under cyclic stress. It introduces a compressive layer that delays crack initiation and prevents stress corrosion cracking. It also improves localized wear resistance and oil retention on parts like gears.
Peening intensity represents the kinetic energy delivered by the shot stream to the metal surface. It is standardly verified by exposing standardized Almen strips to the blast and measuring the arc height. This measurement ensures process repeatability and prevents dangerous over-peening.
Coverage is the percentage of the target surface area flattened by media impacts. 100% coverage means visual inspection confirms the entire surface is covered in dimples. 200% coverage requires doubling the processing time to guarantee maximum stress uniformity.
Common media choices include cast steel shot, conditioned cut wire, glass beads, and ceramic beads. Steel options are preferred for heavy parts, while ceramic and glass suit non-ferrous alloys. The selection depends entirely on the workpiece hardness and strict industrial specifications.