1. Understanding Metal Stamping – The Efficiency King of Manufacturing
In technical terms, metal stamping is a manufacturing process that utilizes a press and a custom-designed die to apply external force to sheet metal or strip metal, causing it to undergo plastic deformation or separation to obtain a workpiece of the desired shape and size.
Think of it as the industrial version of baking cookies. The sheet metal is the dough, the stamping die is the cookie cutter, and the press is the heavy hand pushing down. The only difference is that we are dealing with rigid steel, aluminum, or copper alloys, requiring forces ranging from tens to thousands of tons.
Whether it is the precision electronic clips and core automotive structural parts you encounter in daily life, or the telecom base stations, new energy storage enclosures, and high-end medical equipment chassis indispensable to the industrial sector, these high-strength, high-precision hardware components all rely on the power of metal stamping.
⚙️ The Three Pillars Supporting Precision Forming
A successful stamped part is always the result of a perfect synergy between three core elements:
- The Raw Material: Typically metal sheets or coils ranging in thickness from 0.1mm to several millimeters. Different metal materials possess entirely different physical properties, which directly dictate the product’s application and processing difficulty. The most common precision thin metals processed in our facility include:
- Cold Rolled Steel (SPCC)
- Electro-Galvanized Steel (SECC)
- Hot-Dip Galvanized Steel (SGCC)
- Stainless Steel (SUS301/304/316)
- Aluminum Alloy (AL5052/6061)
- Brass / Phosphor Bronze Strip (Copper Alloys)
- The Stamping Die: The “soul” of the process. In our industry, we say, “Seven parts tool design, three parts processing.” The precision of the die directly determines the precision of the part, and designing a complex tool requires high-level engineering mastery.
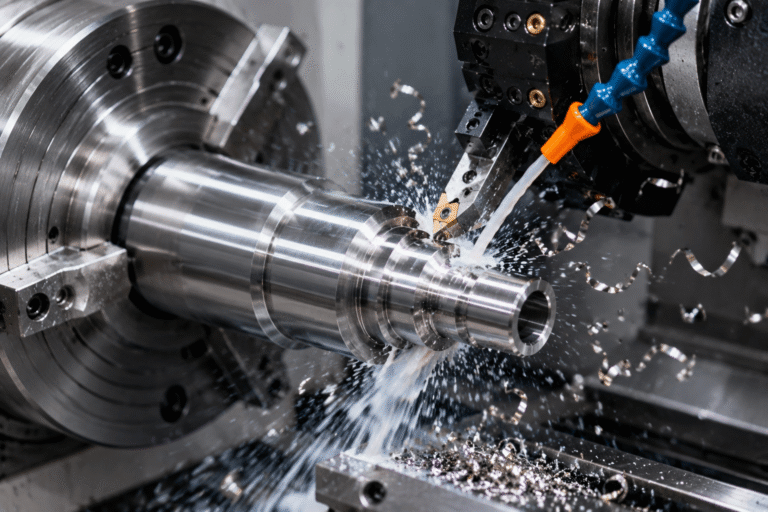
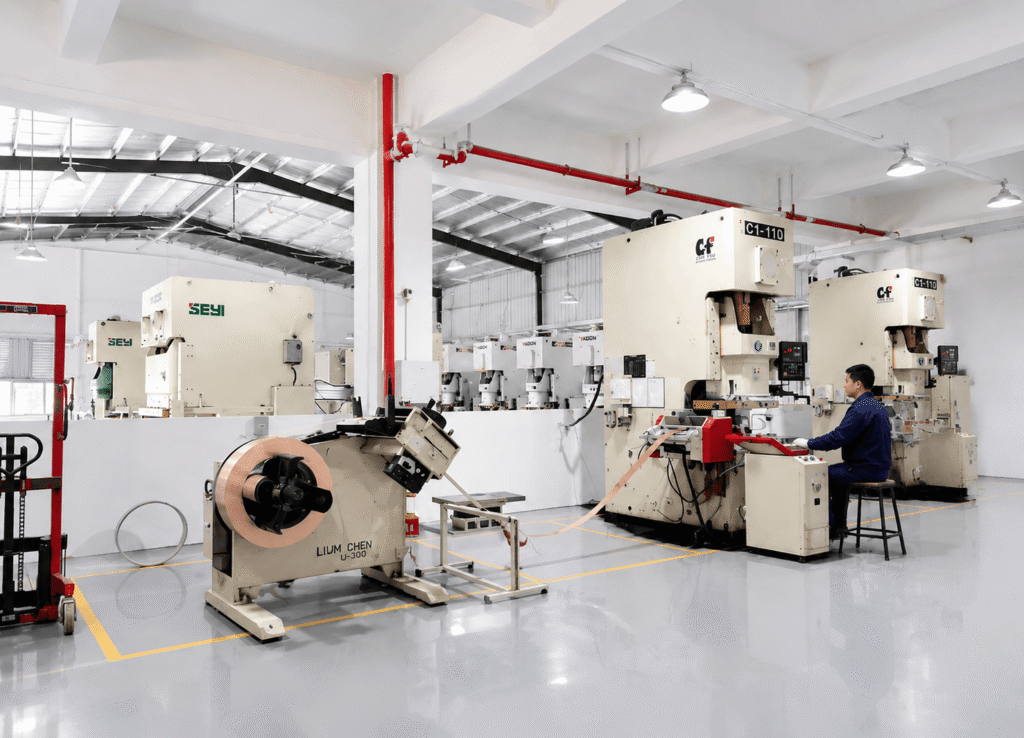
- The Stamping Press: The “muscle” that provides the energy. Ranging from traditional mechanical and high-speed presses to modern, highly controllable servo presses, they ensure stable, repeatable pressure.
2. Core Tooling Classification – Choosing the Right Die for Your Project
In precision production, selecting the optimal tooling architecture directly dictates product efficiency, unit cost, and tolerance accuracy. Based on the sequence of operations and automation style, we classify our custom tooling into four distinct industrial families:
2.1 Single-Stage Die – “One Step at a Time”
- How It Works: The press strokes down once, and the die completes only one specific operation at a single station (e.g., purely punching a hole or making a single bend). Parts are transferred between separate dies manually or via robotic arms.
- Best For: Large-size parts, heavy-gauge sheet metal, initial prototyping, or low-volume production phases where minimizing upfront tooling investment is the priority.
2.2 Compound Die – “Concentrated Precision in One Stroke”
- How It Works: In sharp contrast to single-stage dies, a compound die performs two or more distinct operations (such as blanking and piercing simultaneously) at the exact same station during a single stroke of the press.
- Best For: Flat, high-precision components requiring exceptional concentricity and flatness, such as washers, precision gears, or instrument dials. Because all cuts happen at once, there is zero risk of positioning misalignment between the outer edge and inner holes.
2.3 Progressive Die – “Seamless Flow from Feed to Finish”
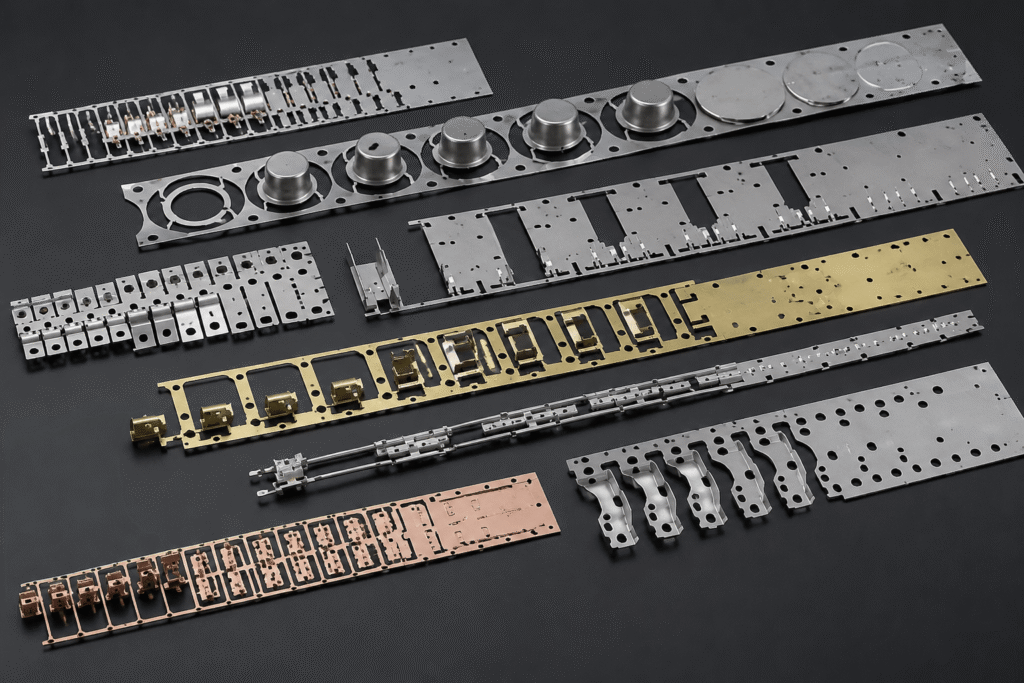
- How It Works: It integrates all required operations—punching, bending, and coining—sequentially across multiple stations within a single tool. An automatic feeder continuously indexes a long metal strip through the die. Every time the press strokes, all stations activate simultaneously, and a finished part falls out of the final station.
- Best For: Small-to-medium-sized precision parts with massive, long-term order volumes (e.g., electronic clips, 5G shielding cans, automotive brackets, connector terminals). It offers the highest automation and “second-level” output speeds.
2.4 Transfer Die – “The Industrial Relay Race”
- How It Works: Similar to a progressive die, it utilizes a multi-station sequence. However, the part is completely detached from the raw material at the very first station. Mechanical transfer arms or synchronized grippers then “carry” the individual piece from one station to the next for subsequent forming.
- Best For: Medium-to-large structural components that require deep drawing, intricate 3D forming, or large cutouts where a continuous scrap strip (web carrier) cannot be maintained—such as large server frames, automotive structural panels, and deep-drawn shells.
📊 Sourcing Manager’s 1-Minute Die Selection Matrix
To help you balance your tooling ROI and part quality, here is how our engineering team cross-references these four tooling styles:
| Die Classification | Production Volume | Dimensional Precision | Tooling Cost | Best Product Application |
| Single-Stage Die | Low (Prototypes / Thousands) | Medium | Low (Budget-friendly) | Large brackets, heavy-duty plates, chassis testing samples. |
| Compound Die | Medium to High (Tens of thousands) | Exceptional (Perfect Concentricity) | Medium | Precision flat washers, shims, motor laminations, encoder discs. |
| Progressive Die | Very High (Mass Production) | High (Great Consistency) | High (Complex Setup) | Micro-clips, 5G shielding cans, small automotive brackets. |
| Transfer Die | High (Automated Batches) | High | Very High (Advanced Automation) | Deep-drawn sensor housings, large server frames, oil pans. |
3. Sourcing Essentials – 5 Quality “Watersheds” Every Buyer Should Know
If you are a procurement manager or design engineer new to the stamping industry, mastering the truth behind these five questions will immediately transform you from an outsider into an expert when vetting suppliers.
Q1: Why are your tooling fees higher while others quote so cheap?
The Straight Truth: A die is not a consumable; it is a core corporate asset. Cheap tooling cuts corners by using low-grade die steel or oversimplifying cutting edges. After a few thousand cycles, it wears out and deforms, ruining your part dimensions. Conversely, tier-1 standard tooling utilizes high-performance tool steel or even tungsten carbide, backed by rigorous vacuum heat treatment, guaranteeing over a million strokes without losing precision. Tooling is a one-time investment; the more precise the tool, the lower your long-term per-part cost and scrap rate.
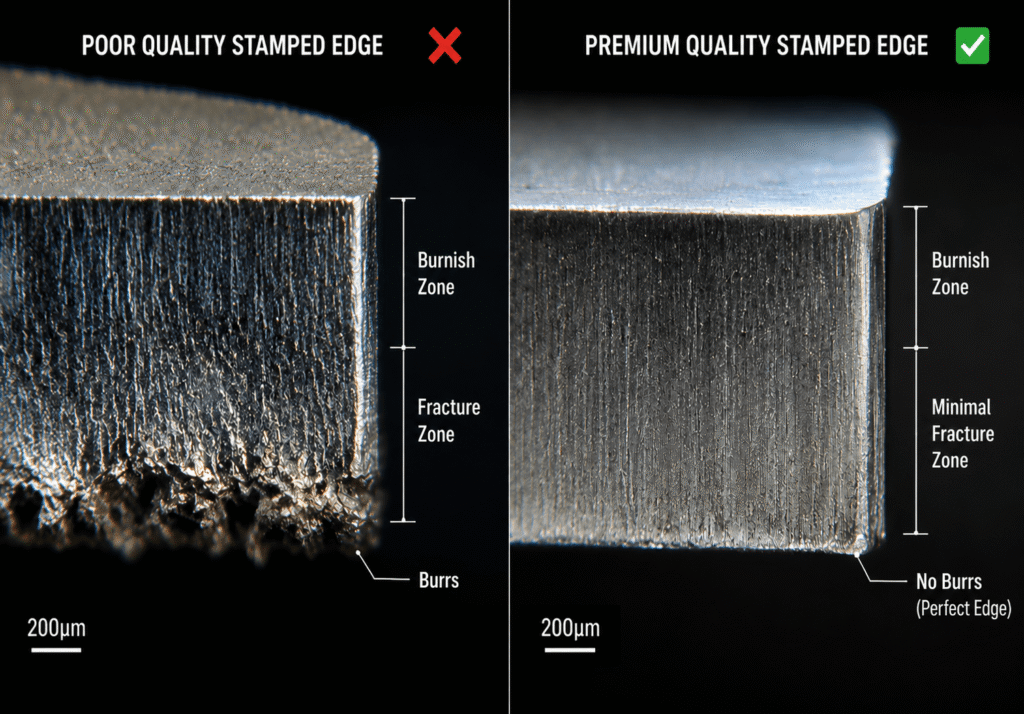
Q2: What exactly is a “burr,” and why does it define product grade?
The Straight Truth: Stamping forces metal to shear or tear apart. During this process, microscopic metal overhangs or sharp edges inevitably form—these are burrs.
- Low-End Quality: Excessive burrs scratch handlers, hinder downstream assembly, and can even detach to cause electrical short circuits inside electronic components.
- Premium Quality: We manage burrs at the micron level ( ≤10% of material thickness) by controlling incredibly precise cutting clearances and implementing scheduled tool-sharpening regimens, ensuring clean, safe edges.
Q3: Why does the price vary so much for the same drawing when changing materials?
The Straight Truth: Metals have distinct “personalities.” For example, stainless steel is strong but exhibits high springback, while aluminum alloys are lightweight but prone to cracking during tight bends. Rather than pushing the most expensive option, we evaluate the optimal cost-performance ratio for your application. For instance, if you are designing an internal structural bracket where aesthetics don’t matter, choosing cost-effective Steel Electro-Galvanized (SECC) can eliminate subsequent post-plating costs—we select the right material, not just the most expensive one.
Q4: My designer created a 3D model, but why do some factories say it’s unmanufacturable?
The Straight Truth: This comes down to DFM (Design for Manufacturability). A 3D model can look flawless on a computer screen, but real metal obeys the laws of physics. If a bend radius is too sharp, the metal cracks; if a hole is placed too close to a bend line, it distorts. Backed by 20 years of manufacturing experience, we intervene during your early design stage. By subtly adjusting a bend angle or hole clearance, we can drastically slash your tooling complexity and production costs.
Q5: How do you guarantee the 100,000th part is identical to the 1st part?
The Straight Truth: By relying on a structured, enterprise-grade quality management system. High-precision automated feeding equipment ensures raw material stability, while our quality control team strictly executes a “Three-Inspection Protocol”:
- First Article Inspection (FAI): The very first part off the machine must pass full-dimensional validation before mass production begins.
- In-Process Inspection: Regular, timed sampling during the production run to monitor tool wear.
- Final Inspection: Comprehensive gatekeeping before shipment. We let data speak, completely eliminating guesswork.
4. One-Stop Full Supply Chain Integration
In modern precision manufacturing, standalone stamping rarely satisfies complex engineering requirements. Leveraging our core stamping expertise, we provide an integrated, turnkey solution from blueprint to finished product:
- Front-End: In-house tooling R&D and design, comprehensive DFM feasibility assessments, and structural optimization proposals.
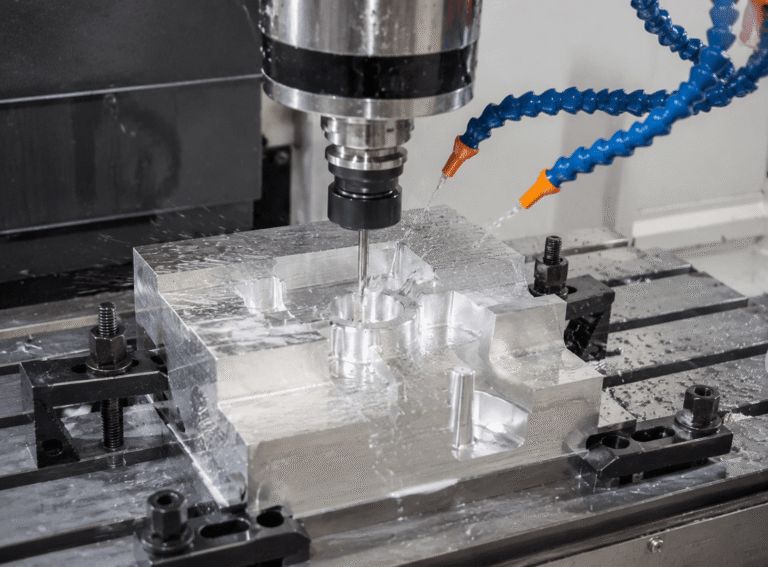
- Mid-End: Precision metal stamping, heavy-duty hardware riveting, multi-axis CNC bending, precision robotic welding, and complete structural assembly (such as the precise integration and structural build of server chassis, testing cabinets, and energy storage enclosures).
- Back-End: Strict management of high-standard surface treatments (including precision powder coating, anodizing, plating, etc.), paired with custom, transit-safe protective packaging.
🛠️ Let’s Talk About Your Project
Whether you hold a mature technical drawing ready for mass production or possess an early-stage concept requiring manufacturing guidance, our veteran engineering team is ready to provide technical support.
FAQ
1. What is the difference between progressive die stamping and stage stamping?
Progressive die stamping continuously forms complex parts across multiple stations within one tool for high-volume production, while stage stamping processes parts individually, making it more cost-effective for low-volume or large, simple components.
2. How can you reduce the tooling cost for precision metal stamping?
You can minimize tooling costs by standardizing bend radii and hole sizes, simplifying geometry to reduce tool stations, and optimizing part nesting to improve raw material utilization.
3. What are the best materials for precision metal stamping parts?
The most widely used materials include lightweight aluminum for electronics, high-strength stainless steel for medical components, conductive copper/brass, and highly cost-effective carbon steel for automotive structures.
4. What is the standard tolerance for precision metal stamping?
While commercial stamping tolerances range from 0.1mm to 0.15mm, advanced precision metal stamping can reliably achieve tighter tolerances of 0.02mm to 0.05mm for critical dimensions.
5. What is the ideal production volume for progressive die stamping?
Progressive die stamping is ideal for mid-to-high volume production—typically 10,000 to 100,000+ pieces annually—to fully offset and justify the higher initial tooling investment.
6. What information should I send for a stamping quote?
For a precise RFQ evaluation, please share your 2D/3D drawings (complete with dimensions and tolerances), material specifications (alloy and thickness), and projected annual volume. Don’t forget to highlight any secondary processes—such as plating or welding—along with critical features and assembly requirements.