What Is Liquid Bake Coating?
Liquid bake coating, also known as industrial wet paint coating, liquid baking paint, liquid painting, or baked enamel coating, is a metal finishing process in which liquid paint is applied to a part and then cured through flash-off, flow-out, oven baking, or chemical cross-linking.
It improves not only color and gloss, but also corrosion resistance, chemical resistance, wear resistance, and long-term appearance stability. Liquid bake coating is widely used for sheet metal enclosures, stamped brackets, CNC aluminum parts, medical equipment housings, industrial cabinets, automotive components, and consumer electronics.
Industrial liquid coatings are available in solvent-borne, waterborne, high-solids, epoxy, acrylic, polyester, and polyurethane systems. Each system is selected according to the substrate, visual target, service environment, and durability requirement.
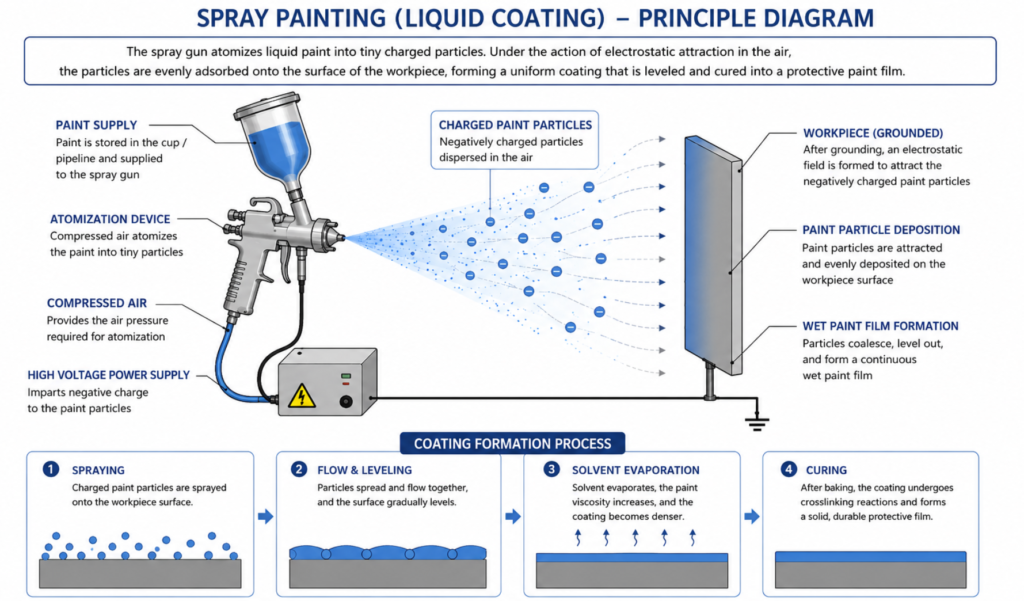
1. How Does Liquid Bake Coating Work?
Liquid bake coating is more than spraying paint onto metal. It is a controlled process designed to create reliable bonding between the coating and the substrate while maintaining consistent color, gloss, film thickness, and cure quality.
The final performance of a coated part depends on:
Substrate condition + pretreatment quality + coating chemistry + spray control + actual cure condition.
Pretreatment determines adhesion and corrosion resistance. Spray control determines appearance and film build. Curing determines hardness, chemical resistance, and coating durability.
2. Standard Liquid Bake Coating Process
| Process Step | Brief Explanation |
|---|---|
| ① Incoming Inspection | Check material type, rust, weld spatter, scratches, dents, oil contamination, and burrs before coating. Substrate defects can appear directly through the final coating. |
| ② Degreasing and Cleaning | Remove stamping oil, cutting fluid, rust-preventive oil, polishing wax, and fingerprints. Contamination can cause craters, fish-eyes, poor adhesion, and coating failure. |
| ③ Rinsing and Surface Conditioning | Remove cleaner residue and prepare the metal surface for conversion treatment. |
| ④ Conversion Treatment | Apply phosphating, silane treatment, passivation, or chromate-free conversion coating according to the substrate to improve adhesion and corrosion resistance. |
| ⑤ Drying | Remove moisture from the workpiece to prevent pinholes, blushing, blistering, or delamination. |
| ⑥ Primer Application | Use primer when higher corrosion resistance, stronger adhesion, or improved edge protection is required. |
| ⑦ Flash-Off and Flow-Out | Allow solvents or water to release gradually while helping the wet coating level smoothly before curing. |
| ⑧ Topcoat Application | Create the final color, gloss, texture, and visual effect while providing wear, chemical, and weather resistance. |
| ⑨ Oven Cure | Heat the coating to complete resin cross-linking and form a stable paint film. Actual part temperature should follow the coating supplier’s technical data sheet. |
| ⑩ Cooling and Inspection | Check appearance, color, gloss, film thickness, adhesion, and customer-specified performance after cooling. |
3. Common Liquid Coating Systems
| Coating System | Main Strength | Typical Applications |
|---|---|---|
| Acrylic Baking Coating | Good color performance, stable gloss, and decorative appearance. | Electronics, decorative parts, panels. |
| Polyester Baking Coating | Balanced hardness, flexibility, and weatherability. | Metal enclosures, cabinets, furniture, equipment panels. |
| Epoxy Primer | Strong adhesion and corrosion protection. | Primers, protective systems, internal industrial components. |
| 2K Polyurethane | Excellent weatherability, chemical resistance, and appearance. | Outdoor equipment, machinery, automotive components. |
| Waterborne Coating | Lower solvent use and lower VOC potential. | Appliances, electronics, industrial metal parts. |
| High-Solids Coating | Higher build per coat with lower solvent content. | Machinery, heavy-duty components, protective finishes. |
Industrial liquid coatings can use epoxy, acrylic, polyurethane, alkyd, and other resin chemistries. The right choice should consider substrate type, appearance target, chemical exposure, outdoor condition, and production requirements.
4. Key Advantages of Liquid Bake Coating
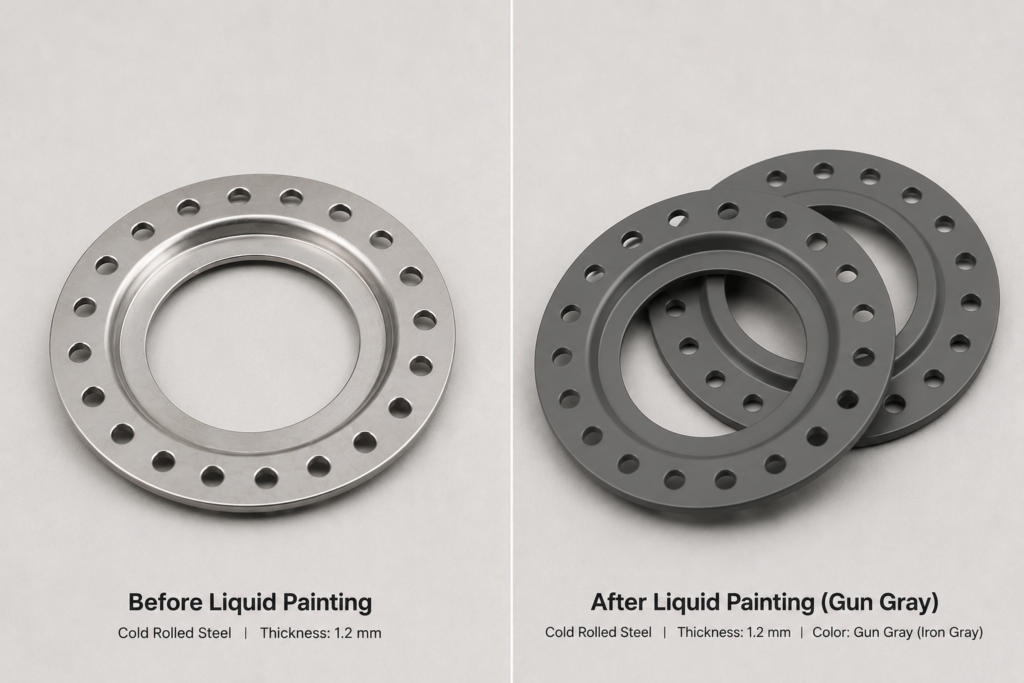
4.1 Flexible Color and Appearance Options
Liquid coating is well suited for high-gloss black, matte black, metallic silver, pearl finishes, transparent colors, and custom color matching. It is especially useful for products requiring refined appearance and consistent color control.
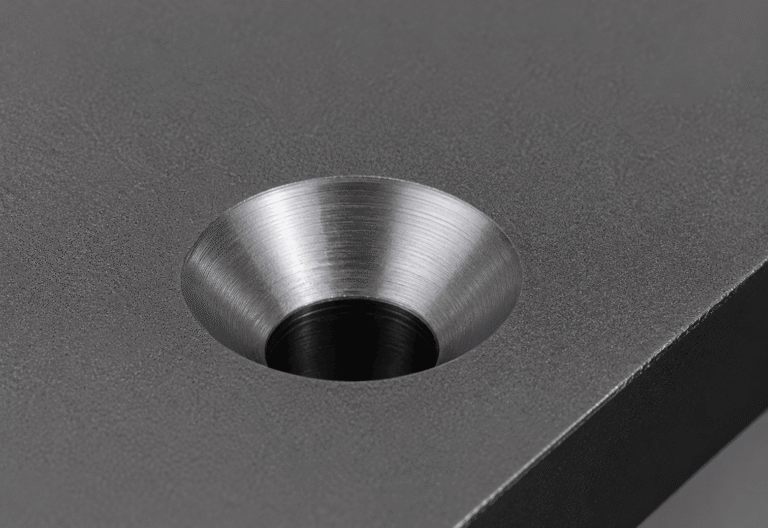
4.2 Better Control for Precision Parts
Liquid coatings can be applied with more flexibility around threads, mating surfaces, grounding areas, conductive zones, heat-dissipation surfaces, and other areas where excessive coating thickness may affect assembly or function.
4.3 Easier Masking and Local Repair
Liquid painting is convenient for selective masking, local touch-up, and frequent color changes. It is often preferred for products with non-coated areas, grounding zones, threaded holes, or small-batch custom colors.
4.4 Suitable for More Substrates and Assembly Conditions
Liquid paint can be used on some assembled components and substrates that may not be suitable for powder coating or electrocoating. It is also practical for projects requiring fast and flexible color changes.
5. Key Quality-Control Points
| Control Item | Main Focus |
|---|---|
| Substrate Condition | Rust, oxidation, weld spatter, burrs, cutting fluid, dents, and deep scratches. |
| Pretreatment Quality | Residual oil, chemical residue, moisture, and conversion-coating uniformity. |
| Surface Appearance | Dust, runs, orange peel, craters, pinholes, poor coverage, and color variation. |
| Film Thickness | Low thickness may reduce coverage and corrosion protection; excessive thickness may cause runs, cracking, or assembly interference. |
| Color and Gloss | Match with approved color panels, RAL, Pantone, or customer limit samples. |
| Adhesion | Confirm stable bonding between substrate, primer, and topcoat. |
| Cure Condition | Ensure the coating reaches its specified cure condition, not only surface dryness. |
| Durability Testing | Perform salt spray, humidity, alcohol, sweat, abrasion, or UV testing when required by the customer. |
Dry film thickness can be measured non-destructively using magnetic or eddy-current gauges. ASTM D7091 covers suitable measurement methods for relevant nonmagnetic or nonconductive coatings on ferrous and non-ferrous metal substrates.
Important: Oven display temperature is not the same as actual part temperature. Thin sheet metal, thick steel parts, die-cast aluminum, and welded assemblies heat up at different rates. Important projects should verify the real cure profile on the part.
6. Common Liquid Coating Defects and Improvements
| Common Defect | Main Cause | Improvement Direction |
|---|---|---|
| Runs and Sags | Excess wet film, low viscosity, or insufficient flash-off. | Reduce paint output, use multiple lighter passes, and improve flash-off control. |
| Orange Peel | Poor atomization, high viscosity, incorrect gun distance, or weak flow. | Adjust viscosity, atomization, spray distance, and reducer selection. |
| Fish-Eyes / Craters | Silicone, oil, moisture, or contaminated compressed air. | Improve cleaning, air filtration, and pretreatment control. |
| Pinholes | Trapped solvent, residual moisture, or rapid temperature rise. | Extend flash-off, improve drying, and optimize curing conditions. |
| Dust Nibs | Poor booth cleanliness, insufficient paint filtration, or dusty parts. | Improve booth housekeeping, paint filtration, and air blow-off. |
| Poor Adhesion | Residual oil, pretreatment failure, incompatible coating system, or undercure. | Audit pretreatment, coating compatibility, and actual cure condition. |
| Edge Exposure | Insufficient film build on sharp corners, bends, or recessed areas. | Improve spray angle, add edge passes, or use a protective primer system. |
| Color Variation | Paint batch variation, inconsistent DFT, spray technique, or oven condition. | Control paint batches, film thickness, and cure profile. |
7. Liquid Bake Coating vs Powder Coating
| Comparison Item | Liquid Bake Coating | Powder Coating |
|---|---|---|
| Coating Form | Liquid paint | Solid powder |
| Appearance | Better flexibility for high gloss, metallic, pearl, transparent, and custom colors. | Suitable for many standard colors, textures, and high-volume production. |
| Film Thickness | Suitable for thinner film control and precision appearance parts. | Often preferred for thicker protective coatings and impact resistance. |
| Masking | More flexible for grounding points, threads, conductive zones, and mating surfaces. | Requires stricter masking and powder control. |
| Local Repair | Easier to touch up and adjust color locally. | More difficult to maintain matching color and texture after repair. |
| VOC Management | Depends on solvent-borne, waterborne, or high-solids chemistry. | Often beneficial for reduced VOC processing. |
| Typical Applications | High-appearance, precision, complex-color, and small-batch products. | Cabinets, brackets, durable hardware, and high-volume metal parts. |
8. Typical Project Applications
Liquid bake coating for custom server chassis, communication enclosures, and data-center sheet metal parts typically focuses on color consistency, controlled thin-film thickness, edge coverage, scratch resistance, and precise masking of grounding or conductive areas, while maintaining assembly fit, grounding performance, and long-term appearance stability.
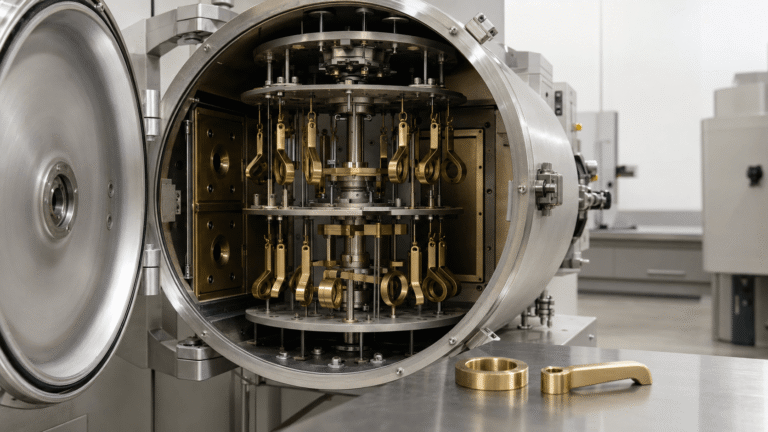
Medical equipment enclosures, analytical instruments, and mass spectrometer cabinets place greater emphasis on low particle contamination, refined surface quality, cleanability, disinfectant resistance, and long-term color stability. Precision stamped parts, tight-tolerance hardware, threaded components, and parts with multiple mating surfaces require a stable, uniform thin-film coating process to prevent blocked holes, dimensional variation, and assembly interference. For parts requiring improved touch feel, fingerprint resistance, and wear resistance, an anti-fingerprint polyurethane coating system can be used.
Automotive-related sheet metal parts, outdoor brackets, and equipment components exposed to humidity, cleaning agents, oil, or mild chemical media require a balanced combination of weatherability, chemical resistance, edge protection, abrasion resistance, and long-term adhesion. These projects should be designed as complete coating systems covering substrate condition, pretreatment, primer-topcoat compatibility, film thickness, edge protection, and validation requirements rather than relying on a topcoat alone. All paints, pretreatment chemicals, and related materials used in liquid coating projects should comply with applicable RoHS and REACH requirements.